Considering we deal in some of the smallest parts and pieces in the machining world, we fully understand that your results will be only as strong as your weakest link.
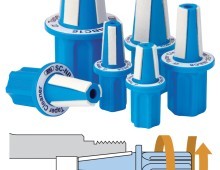
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
Unlock better machining results with the right tool holders. Learn how design, selection and maintenance impact accuracy, tool life and overall performance.
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.
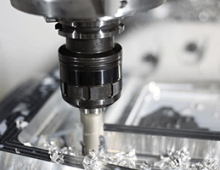
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
Machining vibration disrupts efficiency, reduces tool life and damages part finishes. Solving it isn’t easy as causes are varied and interconnected. Discover strategies to tackle vibration for better results.