Publish date
Ene 22, 2024

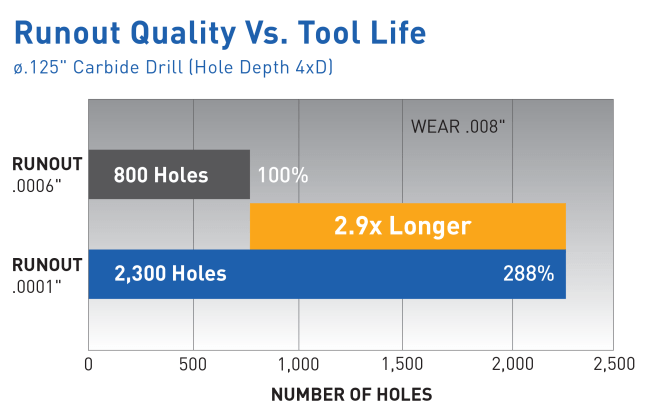
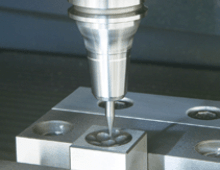
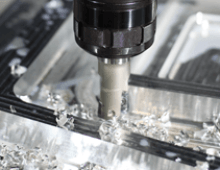
At the BIG Daishowa Mega Technical Center in Japan, we’re able to test very specific cutting conditions in precision-controlled environments. In a recent column for Fabricating & Metalworking magazine, our VP of sales & marketing, Jack Burley, shared results from tests comparing carbide and HSS tools at different levels of runout between .00008″ and .0006″.
By monitoring tool wear and hole quality, we could calculate the exact cost per hole at the varying degrees of runout. In addition to confirming the cost/value of even minimal runout, we were able to draw some other conclusions too. For one, we found that carbide drills, while predictably able to cut more holes, were however more sensitive to runout than round HSS tools.
The carbide drill lasted 2.9x longer at the lower runout level by producing 288% more holes. The HSS drill, on the other hand, lasted only 2.1x longer and made 214% more holes at the better accuracy. Not only did this inform us about the material choice in especially runout-sensitive operations, but it also reinforced the importance of precise tool holding.
In the article, Jack goes on to explain how paying close attention to key areas of the holder configuration, as he puts it, “where metal meets metal,” users can better manage pesky runout and realize big savings.
Here’s what he had to say specifically about the “tail end of the holder”:
“Often viewed as cheap and replaceable, pullstuds shouldn’t be overlooked especially when it comes to runout. A pullstud screwed into a tool holder that does not align to the same centerline as the taper and/or retention system will impart lateral forces against the system. These studs should be made of strong metals and precise to resist deformation and locate accurately. It’s why our studs are built with through-hardened H13 premium tool steel and all features are precision ground.”
Jack goes on to discuss the importance of taper-to-taper contact, the nut-to-collet face relationship and collet angles and their impacts on runout. To learn what to look for and how you can better recognize and manage holder and tooling impact on runout, read the full article, “Tools, Holders and Runout: Uncover the Hidden Savings,” here.





¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.