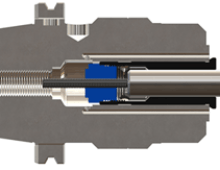
I am shocked to see the 1st picture that shows using a adjustable hard stop on a collet type holder! I've spent the last 40 years telling people to remove the hard stops and throw them in the trash. Collet type holders draw down approx. .003/ .005 (or more) depending on the fit. Using the stops creates a bind, damaging the collet and giving one a false impression that it's tight... it's not. Usually comes loose and scraps the part and possibly crashing the machine. I'm very disappointed.
Latest Tips
Los tornillos de ajuste no son simples tornillos de fijación
Como indica el título, los tornillos de ajuste, también conocidos como tornillos de respaldo, de tope o de preajuste, no son simples tornillos de fijación. Tienen un propósito: en realidad, tres. El primero es proporcionar un tope fijo para que la herramienta de corte se apoye durante los cambios de herramienta. Esto permite al operador ahorrar tiempo, ya que no necesita usar regla, plantilla u otro instrumento para volver a montar la herramienta en el portaherramientas. El segundo propósito del tornillo de ajuste es ayudar al portaherramientas a evitar que la herramienta se desplace hacia arriba dentro del portaherramientas si las cargas de corte aumentan al punto de que la herramienta pueda deslizarse hacia arriba. El tercero es ofrecer sellado para herramientas con refrigerante interno.
1. Repetibilidad esperada de la longitud de la herramienta
Al reemplazar una herramienta vieja por una nueva, la repetibilidad del proceso varía según parámetros como la limpieza y las tolerancias de longitud total de la herramienta del fabricante. Limpiar el orificio de sujeción o el portacoltos del portaherramientas mejora la repetibilidad del error de concentricidad. Si no se eliminan restos de refrigerante o contaminantes, se pueden quedar atrapados entre la cara final del vástago y el tornillo de ajuste, afectando la longitud de ajuste.
Las tolerancias de longitud total pueden variar entre fabricantes, típicamente entre ±0,3 mm y ±0,5 mm. La mayoría de los centros de mecanizado modernos incluyen sistemas de medición de compensación de longitud de herramienta que proporcionan la longitud exacta final. Con la posición aproximada proporcionada por el tornillo de ajuste, el operador puede continuar trabajando sin preocuparse por los ajustes de la herramienta.
2. Tipos de tornillos de ajuste
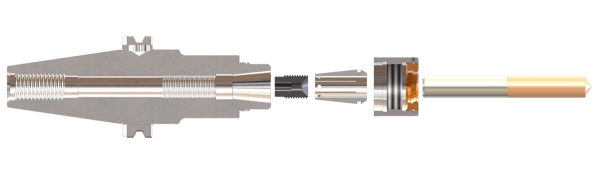
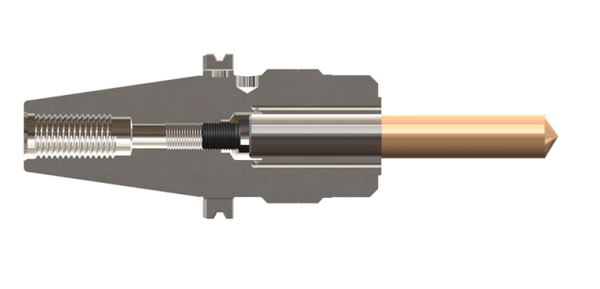
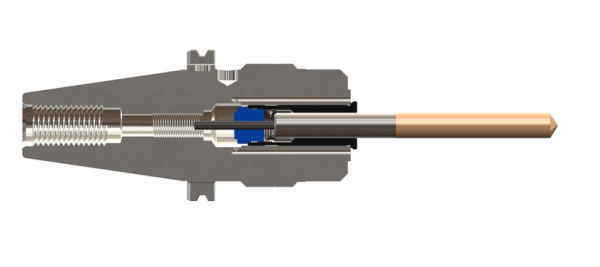
El mecanismo de sujeción del portaherramientas también influye en la repetibilidad de la longitud. Tanto los portaherramientas hidráulicos como los de fresado son sistemas de sujeción radial, mientras que un portacoltos cónico se ajusta mediante una tuerca roscada, lo que también atrae la herramienta hacia abajo. Para esto existen dos tipos de tornillos de ajuste: tipo sólido HMA/HDA y tipo caucho NBA. El tipo sólido es de acero macizo, mientras que el tipo caucho tiene un bolsillo cónico acolchado que absorbe el movimiento axial del vástago al ajustar el portacoltos.
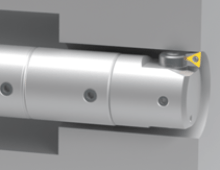
3. Opción para manguitos de reducción ajustables para MEGA DS/HMC
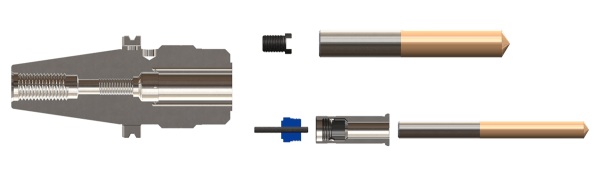
Los portaherramientas de fresado también tienen una opción de tornillo de ajuste que puede incorporarse en la parte trasera de un manguito de reducción. A medida que los diámetros de las herramientas disminuyen, el vástago también se acorta, lo que puede impedir que alcance el tornillo HMA cuando se instala en el portaherramientas. El tornillo ajustable AC se instala en la parte trasera del manguito de reducción para permitir un fácil contacto con el vástago.
4. Advertencia sobre portaherramientas que no soportan tornillos de ajuste
Siempre se recomienda consultar el catálogo o la documentación técnica para asegurarse de que el portaherramientas soporte un tornillo de ajuste. Algunos portaherramientas son muy cortos o tienen cavidades internas profundas que impiden el uso de cualquier tornillo de ajuste. En esos casos, un anillo de profundidad o un collar en el vástago puede ser una alternativa aceptable.
Se debe tener precaución con los portaherramientas shrink-fit, ya que la expansión/contracción térmica puede atraer la herramienta hacia el tornillo de ajuste al enfriarse el cuerpo, provocando daños al tornillo, al portaherramientas o a la herramienta.

By John Zaya
BIG DAISHOWA—Americas
Product Specialist
Categorías
Etiquetas:
Adjusting screws
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
Comments

BIG DAISHOWA Inc.
Mié, 01/09/2021 - 14:18Tim, we agree with not using hard stops on collet chucks. That is why our NBA collet chuck backup screws include a rubberized surface to allow the collet and cutting tool to move as one during the final clamping. Our screws for radial clamping holders (hydraulic and milling chucks) are hard surfaces as the cutting tool doesn't move axially during clamping.
Tim Buckley
Mié, 01/09/2021 - 13:31