Últimas Publicaciones




La Ciencia de la Concentricidad del Portaherramientas
Puntos Clave
-
Aprenda cómo pequeñas cantidades de runout pueden provocar desperdicio, mal acabado superficial y menor vida útil de la herramienta antes de que el problema sea evidente en el piso de producción.
-
Comprenda la diferencia entre concentricidad, TIR y precisión del husillo, y por qué los tres afectan directamente la precisión y estabilidad del proceso de maquinado.
-
Descubra las causas más comunes de una mala concentricidad y cómo el diseño de portapinzas de alta precisión ayuda a reducir el runout y mejorar la repetibilidad.

Es un problema familiar para cualquiera con suficiente experiencia en el piso de producción: en algún momento durante una corrida de producción, la máquina comienza a salirse de tolerancia sin una causa evidente. Restablecer los offsets de herramienta parece ser la solución más rápida, pero eso no resuelve el problema.
Con el tiempo, descubre que el problema comenzó antes de iniciar el corte: una mala concentricidad del portaherramientas.
La concentricidad del portaherramientas es la alineación entre la línea central del portaherramientas y el eje de rotación del husillo de la máquina. Es fundamental prestar atención para asegurar una concentricidad perfecta antes de iniciar la producción; una desalineación de 0.0001" puede arruinar toda una corrida de producción. Aquí explicaremos los conceptos básicos de concentricidad, runout total indicado (TIR), precisión del husillo y portapinzas, así como la manera en que estos factores afectan el maquinado de precisión.
¿Qué es el Runout Total Indicado (TIR)?
El TIR, comúnmente llamado simplemente runout, es una medición que indica qué tan cerca está su máquina de una concentricidad real. El TIR mide la desviación total mientras una herramienta gira alrededor de su línea central. En términos simples, mide cuánto se bambolea una pieza, qué tan fuera de redondez está o qué tan desalineada se encuentra. Un TIR más alto significa menor concentricidad.
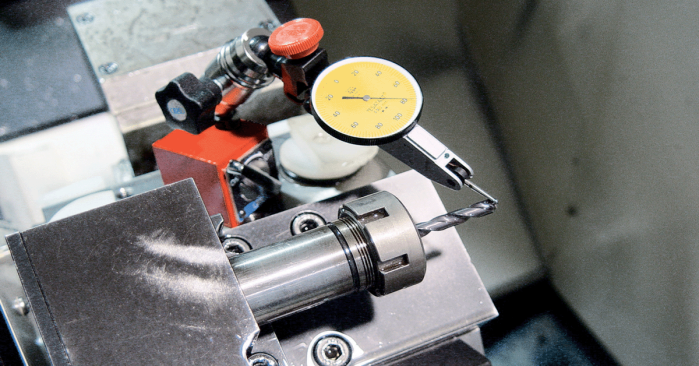
Para medir el TIR, primero estabilice la pieza de trabajo, coloque un indicador de carátula en la punta de la herramienta y sitúe la punta perpendicular a la superficie de la pieza. Gire lentamente el husillo una vuelta completa. Registre las lecturas mínima y máxima durante esa vuelta con precisión a milésimas de pulgada y calcule la diferencia. Si las lecturas van de -0.0004" a +0.0002", el TIR es de 0.0006".
Realice estas mediciones en la nariz del portaherramientas, la parte media del vástago y la punta. Si la máquina es concéntrica, todos los valores de TIR serán prácticamente iguales y cercanos a cero. De lo contrario, las lecturas le indicarán dónde se encuentra el problema.
Concentricidad vs. Precisión
Es fácil confundir concentricidad y precisión, ya que ambas afectan la exactitud de una operación de maquinado. Sin embargo, existen diferencias importantes.
La concentricidad se enfoca en la alineación. Indica qué tan bien coincide el eje central de un diámetro exterior con el eje central de un diámetro interior.
La precisión se enfoca en la ubicación. Indica qué tan cerca está el tamaño, posición o dimensión de la pieza respecto al objetivo deseado. En maquinado, la precisión del husillo determina directamente la concentricidad.
Fundamentos de la Precisión del Husillo
La precisión del husillo es la base de la concentricidad del portaherramientas. Cualquier error o defecto en el husillo, como runout, vibración o crecimiento térmico, es una causa raíz de una concentricidad deficiente. Una alta precisión del husillo proporciona un centro de rotación estable y asegura una alineación perfecta para tolerancias estrechas.
El principio de la palanca ayuda a ilustrar por qué la precisión del husillo es tan importante. Este principio establece que si se mueve un punto de apoyo una cantidad mínima, aparentemente insignificante, los efectos se amplifican conforme aumenta la distancia sobre la palanca. En maquinado, el husillo es el punto de apoyo. Cualquier pequeño movimiento o desalineación del husillo afectará considerablemente la alineación de la herramienta. Cuanto más larga sea la herramienta, mayor será el efecto. Un husillo que genera 0.003" de runout en el cono puede provocar 0.002" de runout en una herramienta con una longitud de calibración de 4.5". La palanca funciona como debería, pero el error se origina en el husillo.
Efectos del Runout en el Piso de Producción
Como puede ver, incluso una pequeña cantidad de runout puede provocar consecuencias importantes tanto para la herramienta como para la pieza. En la herramienta, el runout genera desgaste desigual en los insertos. Un filo soporta una carga desproporcionada, reduciendo rápidamente la vida útil de la herramienta.
En la pieza de trabajo, el runout provoca remoción inconsistente de material y piezas terminadas fuera de tolerancia. Un runout elevado también genera vibración, texturas inconsistentes y deterioro del acabado superficial. Todo esto conduce a desperdicio y retrabajo.
Con frecuencia, el primer instinto del maquinista cuando el TIR parece elevado es reajustar los offsets de herramienta, como en el ejemplo inicial de desviación. Sin embargo, revisar la precisión del husillo es un paso crítico para lograr y mantener la concentricidad.

El Papel Clave de los Portapinzas de Alta Precisión
Los portapinzas de alta precisión son una solución confiable para prevenir el runout, ya que proporcionan una sujeción uniforme de 360° sobre la herramienta o pieza. BIG DAISHOWA fabrica portapinzas de alta precisión con un runout garantizado menor a 0.003 mm (0.00012") en la nariz del portapinzas a 4xD, disponibles para todos los husillos de máquinas herramienta del mundo.
Los portapinzas están diseñados con tres factores clave para reducir el TIR:
- Concentricidad del barreno rectificado: Los portapinzas de alta precisión cuentan con un barreno cónico concéntrico con el alojamiento de la pinza, asegurando que la pinza quede perfectamente alineada.
- Asentamiento consistente de la pinza: Una pinza que se asienta de manera diferente en cada cambio de herramienta genera un TIR impredecible. Los portapinzas de alta precisión utilizan superficies de asentamiento controladas para garantizar que la pinza quede exactamente en la misma posición cada vez.
- Fuerza de sujeción balanceada: Una fuerza de sujeción desigual alrededor de la pinza la desplaza fuera del centro al apretarse. Una fuerza balanceada permite que la herramienta sea llevada directamente al centro conforme la pinza se cierra, evitando desviaciones de la línea central.
Asegure una Concentricidad Consistente con Soluciones de Herramental de Precisión de BIG DAISHOWA
BIG DAISHOWA fabrica herramientas premium para maquinado que cumplen con las tolerancias más exigentes para una verdadera concentricidad. Nuestras herramientas están diseñadas bajo estándares rigurosos y fabricadas con materiales de alta calidad y mano de obra experta para ofrecer productividad, precisión y repetibilidad incomparables en operaciones de maquinado CNC. Contáctenos hoy mismo para encontrar los portaherramientas ideales para su operación.
Categorías
Etiquetas:
Descentraje
precisión de descentraje
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.









Añadir nuevo comentario