we are searching EWN boring head, model EWN 53-95CKB5
Latest Tips
Taladrado en bruto vs. taladrado de acabado
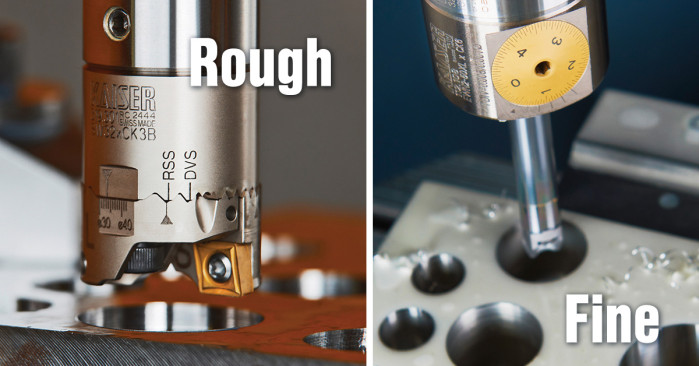
Hay más de una forma de terminar un agujero. La opción más efectiva dependerá del número de piezas, el tiempo de ciclo aceptable y las tolerancias requeridas. Una de las opciones más efectivas es el taladrado.
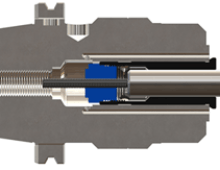
El taladrado, en su forma más básica, es un torneado interno. El objetivo principal, como en cualquier otro proceso de acabado, es agrandar un agujero perforado hasta su diámetro final, que generalmente tendrá una tolerancia precisa. Una herramienta de taladrado adecuada también limpiará después del taladro y producirá un buen acabado superficial. El taladrado de acabado puede ser una operación delicada; basta un agujero sobredimensionado para arruinar toda la pieza. Por ello, muchas veces el agujero perforado debe prepararse más para mejorar las probabilidades de éxito del corte final. Aquí es donde el uso de una herramienta de taladrado en bruto se vuelve necesario.
La pregunta es: ¿cuándo es apropiado usar una herramienta de taladrado en bruto frente a una herramienta de taladrado de acabado? ¿O se deben usar ambas?
Las herramientas de taladrado en bruto de BIG KAISER garantizan precisión dentro de +/- 0.004", así que, al menos con nuestras herramientas, cualquier tolerancia más estricta debe realizarse con una herramienta de taladrado de acabado, sin discusión. Eso es bastante simple. Si ya se considera el taladrado, probablemente la tolerancia será mucho más estricta de todos modos. Por lo tanto, rara vez se usa solo una herramienta de taladrado en bruto.
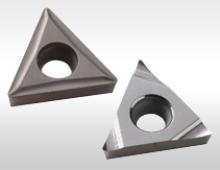
Luego está el stock de material. La cantidad de material que deja una herramienta de taladrado de acabado depende algo del radio de la punta del inserto, pero en aplicaciones convencionales nunca debería superar las 40 milésimas de pulgada (0,040") de diámetro. En otras palabras, a menos que quieras realizar múltiples pasadas de acabado, cualquier cantidad de stock mayor requerirá una herramienta de taladrado en bruto.
Respecto al agujero inicial, esto también depende de si la pieza es fundida, la relación longitud-diámetro del agujero y el acabado superficial requerido.
Los procesos de fundición predominan en muchas industrias de mecanizado y seguirán predominando en el futuro previsible, a pesar de los avances en la fabricación aditiva. Permiten fabricar piezas difíciles de mecanizar a bajo costo y con tiempos de producción reducidos. Pero lo que no caracteriza a la fundición son las tolerancias geométricas estrictas.
Al salir del molde, el diámetro de un agujero puede desviarse decenas de milésimas respecto al valor nominal, por lo que generalmente se funden con menor tamaño. Pero igualmente preocupante, en términos de taladrado, es que el agujero casi siempre estará ligeramente curvado u ovalado. Una herramienta de taladrado en bruto es necesaria para corregir estos problemas antes de usar una herramienta de taladrado de acabado.
Otra causa común de agujeros torcidos es un taladro que se desvía. Esto ocurre cuando un taladro “camina” ligeramente fuera del centro al crear el agujero inicial, lo que sucede sobre todo si es delgado, se alimenta demasiado rápido o tiene la punta dañada. Aunque a simple vista el agujero parezca recto, equipos de medición precisos revelarán lo contrario.
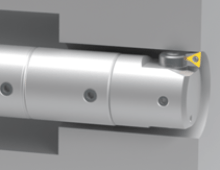
¿Por qué una herramienta de taladrado de acabado es tan sensible a agujeros curvos o fuera de redondez? Principalmente porque actúa con un solo inserto, recibiendo fuerza radial de un solo lado. Una herramienta de acabado es más propensa a doblarse por fuerzas radiales porque no está soportada por un inserto en ambos lados (como ocurre con una herramienta de taladrado en bruto) y remueve muy poco stock.
Esto significa que usar una de estas herramientas en un agujero torcido la hará seguir el camino preestablecido. Cuanto más largo el agujero, más fácil es que la herramienta se doble al cortar. Este problema también se da con el escariado. Por eso es buena práctica asegurarse de que un agujero largo ya esté “recto” antes de pasar la herramienta de acabado. En contraste, una herramienta de taladrado en bruto no se preocupa por la rectitud inicial; prácticamente taladra de manera verdadera gracias a que la mayoría de las fuerzas son axiales.
Aunque parece obvio, también depende del acabado superficial. Normalmente, el acabado de un pase de taladrado en bruto no es terrible, pero algunas aplicaciones requieren un acabado que no es alcanzable con una herramienta de taladrado en bruto. Evidentemente, una herramienta en bruto no es tan precisa como una de acabado, lo que se reflejará en el acabado superficial y otros aspectos. El acabado superficial depende solo de la alimentación y el radio de la punta, pero si se especifica en el agujero, normalmente indica que se debe usar un acabado de un solo inserto, independientemente del método de corte.
| Tolerancia del agujero dentro de +/-0.004" | Stock de material <0.040" en diámetro | Agujero largo/ Pieza fundida/ Buen acabado superficial | Herramienta(s) requerida(s) |
|---|---|---|---|
| Herramienta en bruto y de acabado | |||
| Herramienta de acabado | |||
| Herramienta en bruto y de acabado | |||
| Herramienta en bruto | |||
| Herramienta en bruto y de acabado | |||
| Herramienta en bruto y de acabado |
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
Comments

BIG DAISHOWA Inc.
Vie, 21/03/2025 - 09:37Hi Cesar,
Thank you for your inquiry. We will be in touch with you soon.
Cesar Carrasco
Vie, 21/03/2025 - 08:27