Publish date
Ene 12, 2024


When considering a modern CNC machine tool and all its features, it becomes apparent that suites of options and specs are focused on specific industries or applications. The machine tool itself was designed to run a preselected range of tool types and sizes, based on factors such as horsepower, accuracy, flexibility and speed.
Today’s CNC machines offer improved acceleration and deceleration controls, allowing operators to run stable platforms that let manufacturers push their speeds, feeds and depths of cut to the current technological limits. The formulas for calcu-lating feeds and speeds have not changed as these limits have evolved. What has changed, and continues to change, are the values we plug into these formulas and the constant push for more speed.
As cutting tool manufacturers increase the recommended operating conditions for their products, users achieve the desired result: shorter cycle times on existing machine tools.
That is, of course, until those machines reach their practical limits.
CNC machines are being tasked with operating at more than 60,000 rpm to facilitate micromachining with small-diameter cutting tools. These speeds bring balance and dynamic runout into play, both of which are difficult to manage when using large toolholders.
Typical CAT 40 and HSK 63 tool-holders weigh in at about 2.5 lbs. each. Adding the weight of the rotating portions of the machine spindle yields a very large mass that requires critical dynamic balancing. Shrinking the rotating portion of the spindle allows for better control of runout and balance.
This is where air-turbine spindle speeders come into play. They are much smaller and weigh substantially less than a typical machine spindle. The largest turbine assembly in BIG Kaiser Precision Tooling Inc.’s RBX line of speeders, for example, has an effective diameter of only 75mm. The entire speeder weighs just 11 lbs.
Practical for micro
Air-turbine spindle speeders only need to rotate a turbine and the attached tool-holding system. The relative lightness of a speeder’s rotating assembly allows operators to focus on the dynamic runout and balance issues that make high-speed micromachining difficult.
An air-powered spindle speeder uses compressed air to drive a turbine and develop much higher spindle speeds than a conventional machine spindle. And, because a machine tool spindle doesn’t rotate when running a speeder, it incurs no wear and tear.
The use of air pressure as an energy source eliminates problems associated with the heat generated when a machine tool spindle runs near its maximum speed for prolonged periods. Without any heat buildup, air-turbine speeders can operate continuously during the long cutting cycles that go hand in hand with the light chip loads microtools require.

Air-turbine speeders also can be placed in, and removed from, the machine spindle via an automatic toolchanger, eliminating the need for an operator to manually connect the air source. Air is delivered through the machine spindle or from its side via a self-connecting spindle block. Air pressure controls the speeder’s output speed. Compared with the power consumption of a machine tool spindle, there are significant cost savings to exhausting air pressure into the atmosphere as it passes through a spindle speeder as opposed to driving a machine spindle with an electric motor. An added benefit of an air-turbine speeder is that it generates less than 65 dB of sound—the equivalent of normal conversation at a distance of 3'.
Like machine tool spindles, air spindles eventually require maintenance. Fortunately, air-turbine units are designed to run more than 2,000 hours before requiring service. (Purchasing a second speeder would allow production to continue while the first one is being serviced.) Additionally, because air-powered speeders are installed as retrofits, the CNC machine can always be converted back to a lower-rpm, higher-torque machine with a simple tool change. This helps users get the most from their expensive machine tools.
Higher speed, lower torque
One essential factor users should keep in mind when considering a spindle speeder is that when output speed increases, available torque decreases. Consider the RBX line of spindle speeders from BIG Kaiser. The RBX5 covers spindle speeds from 40,000 to 50,000 rpm. The RBX7 handles the 60,000to 80,000-rpm range and the RBX12 delivers spindle speeds from 100,000 to 120,000 rpm. The torque ranges of these three units establish guidelines for tool diameters and the machining processes they can perform. The lowest-speed unit addresses drill and endmill diameters up to 1.5mm, depending on the stability of the setup. At speeds greater than 100,000 rpm, drill diameters max out at 0.4mmand endmills at about 0.6mm.
As cutting tools get smaller, the necessary spindle speed for proper tool use increases (see chart on page 39). Recommended surface footage is not tied to an exact rpm figure, as all references provide an optimal range as a starting point. Because of the tendency for cut material to adhere to the tool when the rpm is too low, which can result in built-up edge, the operator should increase speed as long as cutting performance remains stable. As the air pressure powering a speeder rises above 45 psi, spindle speeds will increase. The maximum required air pressure to achieve the top speed in any range is 90 psi. Air flow is rated at 7 cu. ft. per minute.
Regardless of the drive mechanism used, most problems associated with high-rpm micromachining are caused by poor dynamic runout of the machine spindle and its attached cutting tool assembly. BIG Kaiser has integrated its air-turbine drive mechanisms directly into a proven high-speed toolholding solution, a microcollet that clamps tool shanks with diameters as small as 0.5mm. The microcollet’s extremely high clamping force and low runout of 3µm at 4 times tool diameter increases tool life and improves finish, compared to a conventional collet system.
The wear life and performance of cutting tools are best when they are used at the proper speeds and feeds. A reasonable investment in a spindle speeder might double or triple a microtool’s wear life and significantly reduce perishable-tooling costs.
When an operator needs to interrupt production to replace a worn or broken tool, there are additional costs for spindle downtime and labor. The cost of a second spindle speeder, set with identical tools, can be justified if the machine tool can continue running. Operators can replace worn tools in a speeder while the other unit is cutting metal.
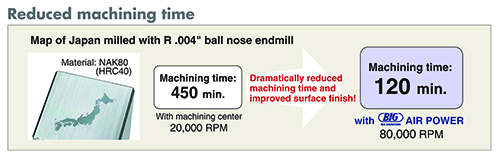
While extending tool life is the primary factor affecting cost per component, speeding up the cutting process can lead to eye-opening savings in cycle time. For example, the time needed to mill NAK80 (HRC 40) mold steel with a 0.004" ball-nose endmill on a machining center was reduced from 450 minutes to 120 minutes when the machine was fitted with an air-turbine spindle speeder
Besides saving cycle and tool-changing time, air-turbine speeders let lower-rpm machine tools produce microparts. That may save shop owners from having to invest in new, specialized equipment or turn down micromachining work because they lack the necessary equipment.
As tool diameter decreases, spindle speed needs to increase to ensure effective cutting. Shown are general starting speeds for assorted endmills and drills. Determining the optimum speed for a specific application will depend on the workpiece material and other factors.
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
I got an alarm 27 on a Mori Siki milling machine, controlled by a fan, and I can't change tools !!!
Can you help me ????

Sorry to hear that. You should contact a Mori Seiki representative in your service area to troubleshoot the issue.
ابوالفضل ابوال…
Mar, 24/05/2022 - 20:30