Latest Tips
Rompevirutas rectificado vs. moldeado
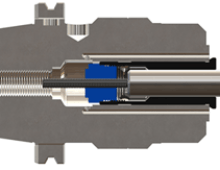
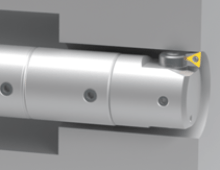
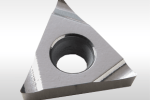
P: Para operaciones de mandrinado, ¿cuándo debería usar un rompevirutas rectificado en lugar de uno moldeado? Estoy mecanizando acero 4140 a 32Rc y tengo problemas con el control de viruta.
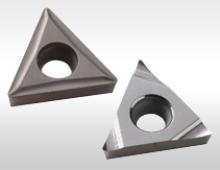
R: Se recomienda un rompevirutas rectificado para problemas de control de viruta. El alto ángulo de ataque positivo ayuda a producir virutas más cortas, y la orientación del canal de la viruta las dirige hacia adelante, facilitando su evacuación del agujero, especialmente cuando se utiliza refrigerante de alta presión a través de la herramienta.
Las plaquitas con rompevirutas rectificado también proporcionan fuerzas de corte más bajas, por lo que son más adecuadas para aplicaciones de mandrinado profundo o de gran alcance, y en otras situaciones donde la estabilidad de la pieza o de la herramienta puede no ser óptima. También se recomiendan para aplicaciones de tolerancias ajustadas, donde el material sobrante suele ser mínimo en la pasada final.
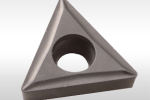
Se recomienda un rompevirutas moldeado para aplicaciones estables en materiales de viruta corta. Como estas situaciones no requieren un filo extremadamente afilado para cortar el material, estas plaquitas mantienen su filo por más tiempo, lo que mejora la vida útil de la herramienta y, en la mayoría de los casos, son menos costosas.

By Matt Tegelman
BIG DAISHOWA—Americas
Senior Product Specialist
Categorías
Etiquetas:
boring inserts
chip breaker
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
Añadir nuevo comentario