Últimas Publicaciones




Nuestros productos más subestimados

Recientemente lanzamos nuestro catálogo de casi 600 páginas, High Performance Tooling Solutions Vol. 4. Con miles de números de pieza listados, la selección de productos puede resultar un poco abrumadora. Hemos seleccionado algunos productos y servicios a menudo pasados por alto que pueden ayudar a garantizar un rendimiento superior para su taller.
Portaherramientas MEGA E
La idea de un portaherramientas “definitivo” es un mito. Cada situación es diferente, y cada portaherramientas ofrece sus propias ventajas y desventajas únicas. Para diámetros superiores a Ø1” probablemente querrá usar un mandril de fresado, mientras que micro herramientas menores a Ø3 mm normalmente requerirán un mandril de pinza micro.
Dicho esto, a menudo hay situaciones en las que más de un portaherramientas puede funcionar debido a la superposición de rangos de productos. Por ejemplo, el Ø1/2” se encuentra en un área gris porque casi todos nuestros portaherramientas son una opción. Por lo tanto, es muy fácil verse inundado de opciones y que un portaherramientas como MEGA E se pierda entre la multitud.
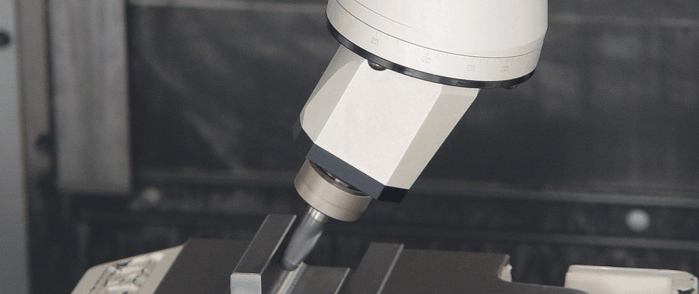
Los mandriles MEGA E fueron creados específicamente para herramientas de tamaño intermedio (Ø1/8-1/2”), lo que significa que, por diseño, son un producto algo especializado. Son excelentes para fresado de acabado a alta velocidad. ¿Pueden otros portaherramientas realizar fresado de acabado a alta velocidad en este rango? Ciertamente. Pero con un cuerpo robusto, cónico y pinzas largas de alta fuerza de sujeción, MEGA E combina las ventajas de un mandril de pinza con la rigidez de un mandril de fresado. O, si es más pesimista: es demasiado voluminoso para la mayoría de aplicaciones pequeñas y, aun así, no tiene la fuerza de sujeción de un mandril de fresado.
Depende de su punto de vista, lo que puede explicar por qué este portaherramientas no ha alcanzado la misma popularidad que algunos de nuestros otros modelos.
Mucha gente no se da cuenta de esto, pero para aplicaciones BT30 en el rango Ø1/8-1/2”, MEGA E tiene la longitud de calibre más corta disponible en comparación con nuestros otros portaherramientas. También tiene el mayor diámetro del cuerpo de todos los portaherramientas comparables para ese rango. Esto significa que para fresado de acabado en un Fanuc Robodrill, Brother Speedio, Kitamura Mycenter, etc., MEGA E es probablemente el portaherramientas ideal, aunque rara vez se vea en uso.
| Opciones de portaherramientas Ø1/2" | Longitud más corta disponible (mm) | Diámetro del cuerpo en la punta (mm) | Número de catálogo |
|---|---|---|---|
| MEGA New Baby | 60 | 35 | BBT30-MEGA13N-60 |
| MEGA ER | 60 | 35 | BBT30-MEGAER20-60 |
| MEGA E | 50 | 42 | BBT30-MEGA13E-50 |
| Hi-Power Milling/MEGA DS* | 63.5 | 35 | BBT30-HMC.500J-2.5 |
| Hidráulico** | 63.5 | 33 | BBT30-HDC.500-2.5 |
| Bloqueo lateral | 63.5 | 35 | BBT30-EM.500-2.5 |
Cabezas Angulares AGU30
“¿Por qué usaría una cabeza angular que solo puede rotar 30° desde la línea central cuando hay una que va de 0 a 90°?”
Muy a menudo, esa es la pregunta que recibimos cuando alguien busca una cabeza angular universal. Ofrecemos dos versiones: AGU, que tiene ajuste completo de 0-90°, y la menos conocida AGU30, que tiene ajuste limitado de 0-30°. El problema de la pregunta anterior es que asume que AGU y AGU30 tienen el mismo diseño interno y son igualmente rígidas, lo cual no es cierto.
Las cabezas angulares en general son frágiles, o al menos más frágiles de lo que la mayoría cree inicialmente, y las cabezas angulares universales no son la excepción. En la mayoría de los casos, las personas malinterpretan o sobrestiman sus capacidades. Son accesorios del husillo, no husillos en sí mismos. Mientras que las cabezas AGU usan un sistema complejo accionado por engranajes como se esperaría de una cabeza angular universal, nuestras cabezas AGU30 usan una junta de velocidad constante (CV) como la de un eje de automóvil. Esto resulta en una cabeza angular mucho más robusta, pero al mismo tiempo limita su ángulo a 30° o menos. Sin embargo, si su aplicación requiere trabajo en este rango, AGU30 es por mucho la opción superior.
Pregúntese cuántos talleres realmente necesitan la versatilidad completa de ajuste de 0-90° que no ya tienen un husillo universal de 5 ejes en la máquina. La gente generalmente mira estas cabezas pensando en uno o dos ángulos raros, por lo que no usan la gran mayoría del rango. Esencialmente intentan adaptar una máquina de 3 ejes para poder hacer un trabajo de alta producción muy específico que de otro modo sería para 5 ejes.
Por lo tanto, si su ángulo está dentro del rango 0-30° de AGU30, casi siempre es la mejor opción porque probablemente no hará mucho más con él. Son menos llamativas que la AGU completamente universal, pero estas unidades pueden soportar mucho más y cuestan menos.
Taladros de Inserto
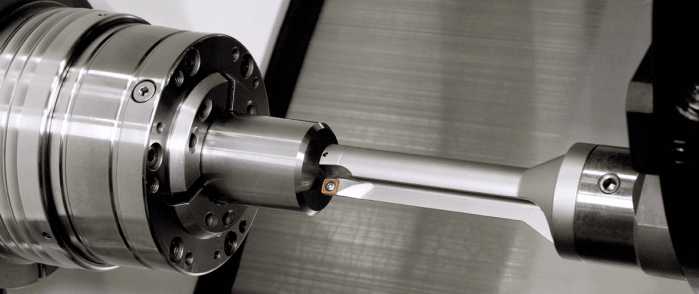
¿Sabía que ofrecemos una línea amplia de taladros de inserto? Con el mercado estadounidense saturado de herramientas de corte, hemos encontrado un nicho en los extremos del espectro que las empresas establecidas suelen descuidar: micro herramientas (<Ø3mm) de Sphinx en un extremo y taladros de inserto masivos para grandes diámetros en el otro.
Estos taladros de inserto tienen un cuerpo de acero, con insertos de carburo indexables actuando como la “punta”, perfectos para quienes no desean gastar una pequeña fortuna en herramientas de carburo sólido grandes. Vienen con nuestra conexión modular en la parte trasera, por lo que las mismas cañas que usa para sus herramientas de taladrado pueden usarse para los taladros; suponiendo, por supuesto, que su máquina tenga suficiente potencia.
Esto significa que ofrecemos soluciones completas de perforación para Ø.630-2.875” – perforación, biselado, taladrado en bruto y taladrado de acabado. Todo esto en ese rango completo, para al menos 2xD de profundidad pero típicamente incluso mayor, dependiendo del diámetro específico.
¿Cómo logramos cubrir un rango tan amplio si los taladros vienen en incrementos de 1/16” o 1 mm? Porque también ofrecemos un portataladros ajustable, con el cual puede desplazar la línea central del taladro y rotarlo excéntricamente para cortar cualquier diámetro intermedio.
La próxima vez que usted o su cliente necesiten hacer un orificio desde cero, llámenos primero. Podría ser la única llamada que necesite hacer.
Portaherramientas EWB
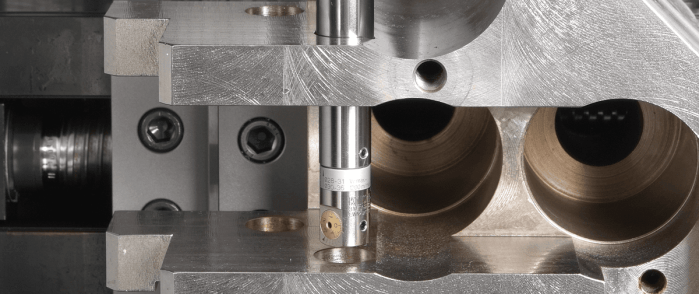
Entre nuestras probadas líneas EWN 112 y nuestras cabezas de taladrado fino digitales Bluetooth EWE de última generación, está la EWB en la sombra. La B significa balance, auto-balance para ser más precisos. Esto no implica que nuestras otras cabezas no estén bien equilibradas; lo están. Pero al ajustar el diámetro en EWB, hay un contrapeso incorporado que, a la par, se ajusta en la dirección opuesta.
Una cabeza de taladrado estándar está equilibrada con precisión para un diámetro en el medio de su rango, pero con EWB puede estar seguro de que está casi perfectamente equilibrada sin importar el ajuste de diámetro. Esta cabeza es una excelente opción en aplicaciones que requieren tolerancia de redondez estricta en un orificio o para aplicaciones de alta velocidad, donde el desequilibrio tiende a ser menos tolerante.
Por ejemplo, si tiene 10,000 orificios de aluminio para taladrar, lo más probable es que use un inserto PCD (diamante), lo que efectivamente duplicará su velocidad de corte y reducirá a la mitad el tiempo de ciclo. EWB es especialmente complementaria en este escenario, ya que mantendrá el equilibrio incluso a velocidades extremadamente altas.
EWB cuesta más que una cabeza estándar EWN o 112, por lo que la gente tiende a no usarla si no es necesario. Pero lo que la mayoría no sabe es que para algunos modelos, como los tamaños EWB más pequeños y nuestra cabeza 112, la versión EWB solo cuesta entre 15-25% más. Para el ejemplo anterior, vería un retorno de inversión casi inmediato.
¿Es cierto decir que “vale la pena” elegir EWB en la mayoría de los casos? Depende, pero ciertamente no es un gran salto desde EWN. El balance extra es un buen seguro y quién sabe para qué podría necesitarlo en el futuro.
Servicios internos
Mientras que muchos conocen nuestro departamento de reparación en nuestra instalación en los suburbios de Chicago, pocos conocen algunos otros servicios que ofrecemos.
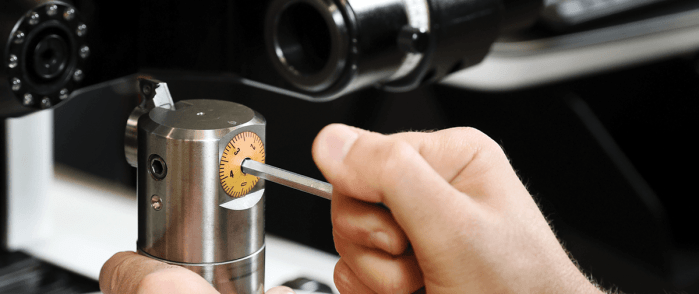
Como fabricantes de algunas de las cabezas de taladrado de mayor calidad en el mundo, naturalmente también ofrecemos algunos de los preajustadores de mayor calidad del mundo. Sin embargo, un preajustador de alta calidad es una inversión mucho mayor que una cabeza de taladrado, por lo que no todos tienen uno. O tal vez simplemente no se sienta confiado ensamblando o preajustando un conjunto modular de taladrado. Sea cual sea la razón, ofrecemos preajuste gratuito en cualquiera de nuestras cabezas de taladrado si se solicita.
También ofrecemos otros servicios convenientes por un cargo razonable. ¿Necesita equilibrar cabezas de taladrado o portaherramientas? ¡Podemos ayudar con eso! De hecho, herramientas especiales, portaherramientas de fresado de alta velocidad, etc., requieren equilibrado antes de ser usadas. Podemos equilibrar cualquier portaherramientas a solicitud, según la norma ISO 1940-1 o la nueva ISO 16084, específica para herramientas y sistemas de herramientas rotativos.
¿Tiene un Mori antiguo que usa brida de refrigerante DIN B o utiliza chips Balluff para la gestión de herramientas? Podemos modificar casi cualquiera de nuestros portaherramientas y herramientas de taladrado para que sean compatibles con estos sistemas, con poco o ningún aumento en el tiempo de entrega.
También podemos cortar muescas, agujeros de refrigerante, marcar herramientas o acortar cañas, entre otras cosas. Aceptamos la mayoría de solicitudes de modificación; solo háganos saber lo que necesita y estaremos encantados de ayudarle.
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.






Añadir nuevo comentario