Últimas Publicaciones




Hi-Power Milling Chuck, una solución firme para un mercado sólido
Con sujeción de alta gama, el taller de maquinado Jorge Rucoba duplica todos sus indicadores y gana competitividad en el mercado de moldes.
El auge que está viviendo el mercado de fabricación de moldes y herramentales en México está dando paso al surgimiento de emprendedores que buscan las oportunidades que ofrece este nicho. Sin embargo, es claro que se trata de una manufactura altamente especializada que requiere de talento humano experimentado y tecnología de precisión en procesos de maquinado.
Más de 90% de los moldes y troqueles que se producen actualmente en el país son de importación, de lo que representa un mercado de más de 7 mil millones de dólares. A partir de varias iniciativas, que incluso se han emanado ya desde la administración pública, el impulso al sector permitirá que empresas mexicanas pequeñas se incorporen a un proceso de sustitución de importaciones. Este es el caso de Taller de Maquinados Jorge Hernández Rucoba, empresa que lleva el nombre de su joven fundador, establecida apenas en 2019, en Monterrey, Nuevo León.
Rucoba no se está “aventando al ruedo”, pese a no rebasar los 40 años de edad, es ya un experimentado operador metalmecánico, con conocimientos de programación y manejo de equipos CNC, con una trayectoria en procesos de manufactura y diseño en la empresa Alta Tecnología en Mecanizado (ATM), importante fabricante de moldes y troqueles regiomontano.
En este lugar, el joven emprendedor pudo confirmar la importancia de contar con tecnología de alta gama cuando se trata de productos con márgenes dimensionales cerrados y acabados superficiales apegados a la perfección. En el caso de un molde, una milésima puede hacer la diferencia entre una pieza inyectada de buena o ínfima calidad.
Para mercados como el automotriz, por ejemplo, donde los márgenes de los ensambles son cada vez más exactos en búsqueda de la eliminación del ruido y la vibración, los moldes y los componentes troquelados deben ajustarse a medidas de calidad estrictas.
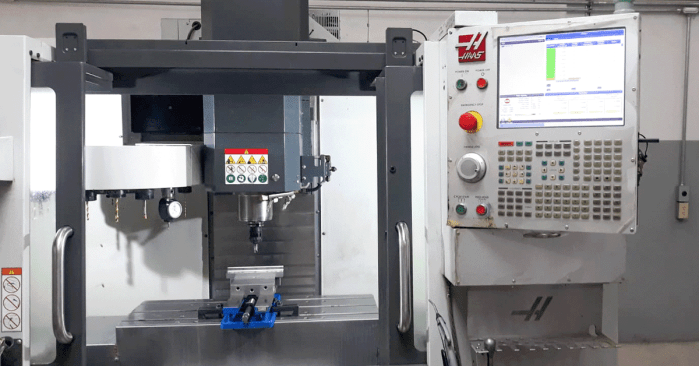
Al considerar un nuevo centro de maquinado CNC para arrancar los procesos de su taller, Jorge Rucoba está apostando por cumplir con esta máxima de calidad, sobre todo porque los componentes que están produciendo son de diversas industrias, como automotriz, aeroespacial y electrodomésticos, por mencionar algunos.
Si bien trabaja con diversos tipos de metales, muchos de los moldes son de aceros endurecidos y con geometrías complejas. “Utilizamos acero herramental H13, S7, D2, Vanadiz 4, CR8, 9840 tratado, A2 y O1; con lo que abarcamos una gran parte de la industria, pues tenemos la capacidad de mecanizar cualquier acero”.
Su cliente principal es ATM, con quien cumplen con tiempos de respuesta cortos, entregas a tiempo y a un costo muy competitivo. Esta agilidad les está permitiendo captar más órdenes de trabajo y sumergirse en una dinámica de mejora continua, tanto ajustando procesos como adquiriendo tecnología más adecuada.
Rucoba reconoce que han tenido que hacer ajustes importantes. “Mis procesos de mecanizado eran más lentos, en promedio 50%. Tenía problemas con el desgaste de herramientas, acabados superficiales pobres y baja precisión de mecanizado”. Añade que sus tiempos de montaje eran mayores y tenían tiempos ciclo largos. En una de sus operaciones, los registros de sus indicadores en maquinado mostraban 400 SFM, 80 IPM y 3000 RPM. Sabían entonces que requerían de mejoras inmediatas.
Luego de un arduo análisis y del asesoramiento de expertos de la firma BIG DAISHOWA, fue claro que el problema no estaba en el nuevo centro de maquinado CNC, sino en los equipos periféricos, concretamente, en los dispositivos de sujeción. No importa tener máquinas con tecnología de punta o herramientas de alta gama, las piezas de trabajo no van a terminar con la calidad deseada si no se incluyen en la ecuación sistemas de sujeción con tecnología de punta y de la mejor calidad.
En un principio, al herramentar la máquina, no se eligió el equipo adecuado para la sujeción de las herramientas de corte, por tal razón es que tuvieron bajos indicadores de rendimiento, los cuales estaban comprometiendo sus entregas acorde a la filosofía asumida en el taller de Jorge Rucoba.
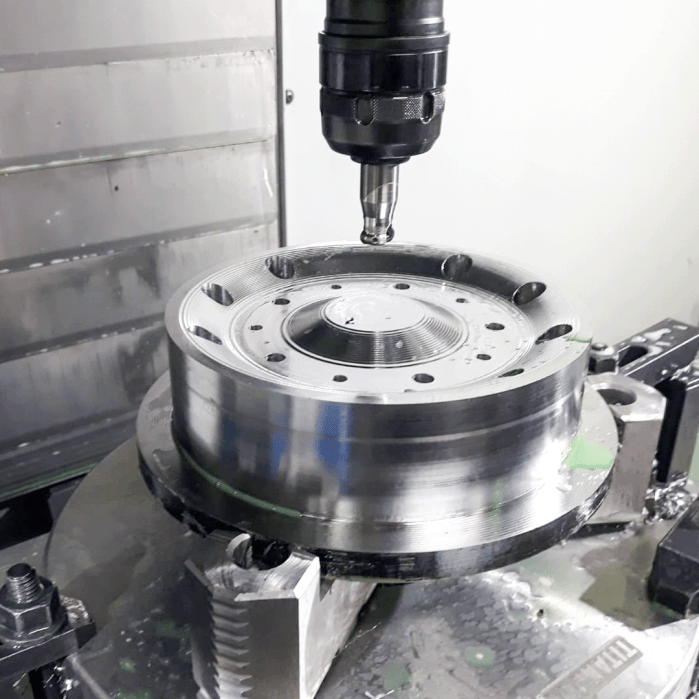
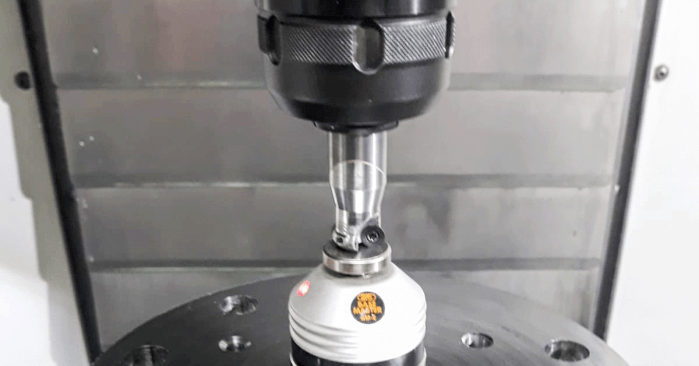
Afortunadamente, se hizo un cambio a tiempo. Se incorporó un Hi-Power Milling Chuck, del fabricante BIG DAISHOWA, con lo que sus operaciones de fresado mostraron un cambio inmediato, pues lograron aumentar la velocidad de maquinado, mejoraron los acabados superficiales e incrementaron la vida útil de las herramientas. Datos compartidos por el fabricante de moldes muestran ahora indicadores de 200 IPM, 4400 RPM y hasta 800 SFM (una velocidad realmente nada fácil de alcanzar). Gracias a contar ya con el sistema correcto de sujeción, las herramientas han extendido su vida útil hasta en 80% con lo que, considerando que se trata de fresas montadas de muy alta gama, el ahorro resulta exponencial. Sumado a los anteriores beneficios en los indicadores, registraron reducciones en los tiempos de montaje y el tiempo ciclo, ambos en hasta 50%. Los costos de producción cayeron notablemente.
El joven director del taller de fabricación de moldes se siente satisfecho sobre todo porque ha podido extender estos beneficios a sus clientes pues los tiempos de entrega se redujeron.
El Hi-Power Milling Chuck mostró ser un componente de alta eficiencia extendiendo sus beneficios tanto a la herramienta como a la máquina. Pero más allá de la tecnología de estado de arte, destacó el nivel de servicio técnico ofrecido por el personal de ingeniería y soporte de BIG DAISHOWA pues la cercanía tanto en asesoría como en la implementación de los equipos fue clave para generar resultados. “El equipo de ingenieros está muy preparado y siempre disponible para apoyar en cualquier aspecto técnico”, comentó Rucoba. El trabajo de los equipos de ingeniería fue fluido y la implementación fue rápida y precisa.
Con el producto de BIG DAISHOWA se redujo el estrés en el taller “y hasta da gusto poder implementarlos en los procesos de mecanizado. Anteriormente se necesitaba estar pegado a la máquina en caso de que se rompiera un inserto, para poder detener el proceso y cambiarlo. Al utilizar el Hi-Power Milling Chuck tenemos la seguridad de que se va a realizar el proceso de manera adecuada, sin fallas y con la máquina operando sin ser vigilada”, sintetizó el fabricante.
Actualmente están recibiendo órdenes de trabajo de nuevos clientes debido al buen desempeño y a la capacidad técnica ahora mostradas. Siendo un taller de manufactura pequeño, funciona con tecnología de vanguardia en todos los procesos. Tal vez, el aprendizaje más importante ha sido que los portaherramientas o equipos de sujeción, deben verse como componentes estratégicos, “no son consumibles”, pues son inversiones de largo plazo que, aunque de manera indirecta, suman en calidad y costos en el producto final.
Categorías
Etiquetas:
Hi-Power Milling Chuck
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.










Añadir nuevo comentario