Últimas Publicaciones




Tutorial práctico sobre portaherramientas de alta velocidad
La mecanización a alta velocidad comenzó a popularizarse en los años 90, especialmente en la industria aeroespacial, donde reemplazaron los procesos de fabricación por el mecanizado de piezas monolíticas como los puntales de ala a partir de bloques. Las máquinas-herramienta capaces de girar las herramientas de corte a decenas de miles de RPM facilitaron la producción rápida de estas piezas.
Al igual que las máquinas, los portaherramientas se adaptaron. Las fuerzas centrífugas que debían manejar para mantener las herramientas cortando correctamente se volvieron extremas. Los sistemas de sujeción disponibles en ese momento resultaron no ser tan efectivos como la relación de cono más baja de 1 a 10 del eje hueco alemán, hohl shaft kegel (HSK) en alemán. Desde entonces, el HSK se ha estandarizado según las especificaciones ISO (12164-1, -2).
El HSK ahora está disponible en varios tamaños y formas para adaptarse a máquinas pequeñas y grandes. En su mayoría, el mercado se ha asentado en la forma A para fresado general. Ha sido adoptado en Japón, Norteamérica y Europa, y es verdaderamente uno de los pocos estándares de portaherramientas a nivel mundial. La forma E o F es para mecanizado a alta velocidad. Las formas tienen diferentes características según el estándar que sigan.
Al final, para lograr una vida útil eficiente de la herramienta, un acabado adecuado y productividad en trabajos de alta velocidad, los portaherramientas deben ser lo más rígidos, compactos y cortos posible para mantener todo el conjunto estable.
Qué tener en cuenta al elegir un portaherramientas de alta velocidad
- Diámetros externos/tuercas con la menor cantidad de agujeros o ranuras posibles reducen el ruido, las salpicaduras de refrigerante y aumentan la resistencia
- La longitud de contacto adicional del cono interno de los cuerpos de los portaherramientas refuerza la sujeción
- Limite el saliente del portabrocas en su aplicación
- Elija la interfaz adecuada
- No pase por alto la interfaz del husillo: recomendamos fuertemente portaherramientas de contacto dual con licencia para máxima estabilidad
- Cuanto mayor sea la fuerza de sujeción, mejor
- Un cono de portabrocas poco profundo y superficies pulidas con acabado de microespejo mejoran la concentricidad y el balance
- Tenga en cuenta cómo ajustará las tuercas de manera segura para garantizar una sujeción segura y proteger el tirante
- Consulte las disposiciones ISO16084 para la definición del desequilibrio máximo para diferentes aplicaciones, definido como 'operaciones estándar o de desbaste' y 'operaciones finas o de acabado'
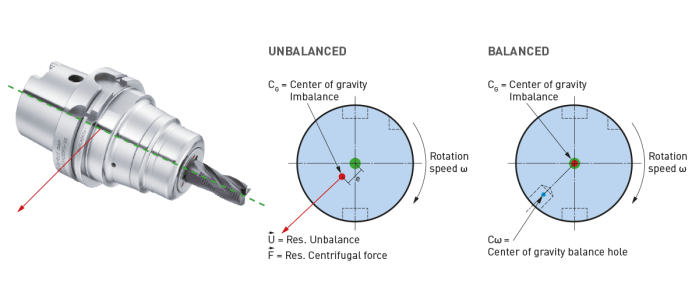
En lo que respecta al balanceo de portaherramientas, la calidad G2.5 es ampliamente utilizada en la industria y está descrita en la norma ISO 1940-1 (emitida en 2003). Sin embargo, esta clase de calidad a menudo se especifica en exceso y en muchos casos no es económicamente ni técnicamente viable, especialmente cuando se aplica a herramientas más pequeñas y ligeras. Las normas aplicadas a menudo a herramientas son más adecuadas para rotores rígidos y son prácticas en un uso más amplio para balanceo. Sin embargo, no se puede aplicar adecuadamente a un sistema completo de husillos, portaherramientas y herramientas dentro de las limitaciones técnicas. Por ejemplo, una herramienta para cumplir con la norma tendría que estar balanceada a menos de 1 gmm/kg a una velocidad de 25,000 rpm, lo que a su vez corresponde a una excentricidad de masa de menos de 1 μm. Esta tolerancia permitida es menor que la precisión de intercambio incluso para HSK, lo que esencialmente anula todos los costos y tiempo invertido en balancear la herramienta a una tolerancia tan estricta.
Por esta razón, todos los portaherramientas de BIG DAISHOWA se balancean según ISO 16084 (emitida en 2017), desarrollada específicamente para sistemas de herramientas giratorias. La ISO 16084 se centra en la interacción entre el husillo y la herramienta, teniendo en cuenta la carga permitida sobre los rodamientos del husillo generada por el desequilibrio de la herramienta. Esta carga no debe exceder el uno por ciento de la capacidad de carga dinámica de los rodamientos del husillo.
Según ISO 16084, la tolerancia de desequilibrio permitida se especifica en [gmm] y no se expresa mediante una clase de calidad especial [G]. En conclusión, BIG DAISHOWA no indica valores G para la calidad de balanceo, sino las velocidades de rotación máximas de cada portaherramientas.
Nuestro programa de portaherramientas MEGA incluye una variedad de estilos que pueden usarse hasta 40,000 RPM. Garantizan concentricidad al 100 % y precisión de desalineamiento hasta 0.00004" en la punta. Están construidos específicamente para soportar la velocidad y las fuerzas requeridas en el entorno de alta productividad actual.
Para más información sobre el enfoque de BIG DAISHOWA en el balanceo de portaherramientas, haga clic aquí. Para conocer más sobre nuestros portaherramientas de alto rendimiento aquí.
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.









Añadir nuevo comentario