Latest Posts




A Practical Tutorial on High-speed Tool Holders
High-speed machining started getting popular in the ‘90s, especially in aerospace where they replaced fabricating processes with machining monolithic parts like wing struts from billets. Machine tools capable of spinning cutting tools at tens of thousands of RPM made it easier to produce these parts quickly.
Like machines, holders adapted. The centrifugal forces they had to manage in order to keep tools cutting correctly became extreme. The toolholding systems available at that time were found not to be as effective as the shallower 1-to-10 taper ratio of the German hollow taper shank, hohl shaft kegel (HSK) in German. The HSK has since been standardized to ISO specifications (12164-1, -2).
HSK is now available in several sizes and forms to fit with small to large machines. For the most part, the market has settled on the form A for general milling. It has been adopted in Japan, North America and Europe and is truly one of the only worldwide-side toolholder standards. Form E or F is for high-speed machining. The forms have different features depending on the standard they follow.
In the end, to achieve efficient tool life, proper finish and productivity in high-speed work, holders need to be as rigid, compact and short as possible to keep the whole assembly stable.
What to know when choosing a high-speed tool holder
- Outer diameters/nuts with as few holes or slots as possible reduce noise, coolant splatter and enhance strength
- Extra contact length of the internal taper of chuck bodies strengthens grip
- Limit collet overhang in your application
- Choose the right interface
- Don’t overlook the spindle interface – we strongly recommend licensed dual-contact holders for maximum stability
- The higher the gripping force the better
- A shallow collet taper and micro-mirror ground-finished surfaces improve concentricity and balance
- Keep in mind how you’ll tighten nuts safely for secure clamping and pull stud protection
- Consult ISO16084 provisions for the definition of maximum imbalance for different applications, defined as 'standard or roughing operations' and 'fine or finish operations'
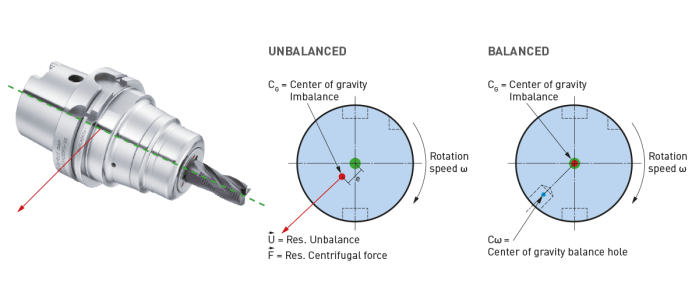
When it comes to balancing holders, the quality G2.5 is widely used in the industry and is described in the ISO 1940-1 (issued in 2003) standard. However, this quality class is often over-specified and is in many cases not economically or technically feasible, especially when applied to smaller and lighter tools. Standards often applied to tools are more suited for rigid rotors and are practical in a broader use for balancing. However, it cannot be applied to a complete system of spindles, tool holders and tools adequately and within technical constraints. For example, a tool to be compliant will have to be balanced to less than 1 gmm/kg at a speed of 25,000 rpm, which in turn corresponds to a mass eccentricity of less than 1 μm. This allowable tolerance is less than the interchange accuracy for even HSK, essentially negating all the costs and time for balancing the tool to such a strict tolerance.
For this reason, all BIG DAISHOWA tool holders are balanced according ISO 16084 (issued in 2017) specifically developed for rotating tool systems. ISO 16084 focuses on the interaction between spindle and tool factoring in the allowable load on the spindle bearings generated by the tool’s imbalance. This load must not exceed one percent of the dynamic load capacity of the spindle bearings.
According to ISO 16084, the allowable unbalance tolerance is specified in [gmm] and is not expressed using a special quality grade [G]. In conclusion, BIG DAISHOWA does not indicate any G-values for balancing quality, but rather the maximum rotational speeds of the individual tool holder.
Our MEGA holder program includes a variety of styles that can be used up to 40,000 RPM. They guarantee 100 percent concentricity and runout accuracy down to .00004" at the nose. They are built specifically to withstand speed and forces required in today’s high-throughput environment.
For more information on BIG DAISHOWA's approach to balancing tool holders, click here. To learn more about our high-performance tool holders here.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.









Add new comment