



Looking for BT30 High Jet Holders. Kindly send us your best quote
Latest Posts
Coolant Delivery Has Come a Long Way
Back in the 1980s, high-performance drills like indexables and spade drills started becoming popular. Instead of a twist drill running at single-digit RPMs, newer drills could run at 1,000 RPMs with huge penetration rates. The problem was, coolant was a must, and through-spindle coolant wasn’t even a thing yet. Fast forward to the 90s and through-spindle coolant was still the exception, not the norm, on many pieces of equipment.
Meanwhile, the drills we were developing continued to get more advanced. Customers had a decision to make: continue to drill slowly or find a way to deliver coolant to the cutting edge. We decided it would be best to solve the problem for everyone, whether they needed it or not.
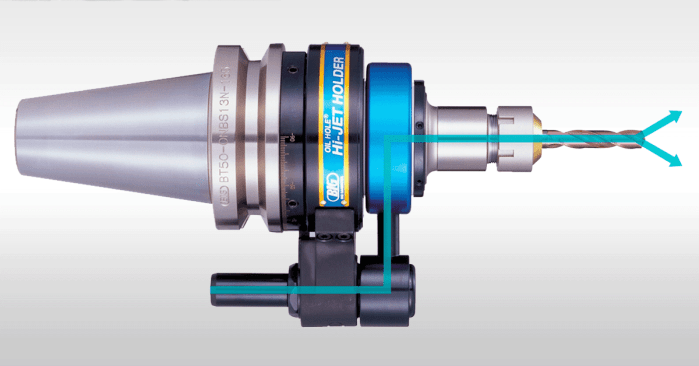
That’s where our Hi-Jet Holders came in. The design has been around since the 70s, but it became popular in the 90s—and is still well-accepted today. The Hi-Jet Holder is a coolant inducer that gives customers the option for coolant-through-like delivery, even without coolant-through spindles. It essentially attaches external piping to the tool. For some customers, using Hi-Jet Holders with each tool was a better option than purchasing a new machine.
High-performance tools have had coolant-through from day one, because they must have it. All of our boring heads have had through-spindle coolant since the late 80s as a standard feature. But, as more and more machines in the 2000s and 2010s became standard with through-spindle coolant, we had to upgrade how it was delivered. Coolant delivery had to be a standard on more and more tools.
It’s not enough to just put the coolant from the machine out to the cutting edge, or, to say, “We have a hole through the center of this tool.” For example, coolant delivery is a fairly simple task with lathe tooling; the tool is stationary, no need to worry about coolant spraying off or getting directed in a bad place. On the other hand, rotating tools are much more complex, because centrifugal force is acting against the flow and direction of the coolant onto the workpiece and cutting edge.
Here are just a few of the ways we’ve adapted our holders to the coolant demands of modern machining.
Versatile delivery options
While the first purpose of coolant is to keep the cutting edge cool, it is also key to make sure that chips are being pushed away from the part and cutting action. When chips aren’t cleared, the tool can recut the hardened chips and lead to premature tool failure. Using the right coolant through the tool to the point of cut will drastically increase tool life over time and deliver better surface finishes.
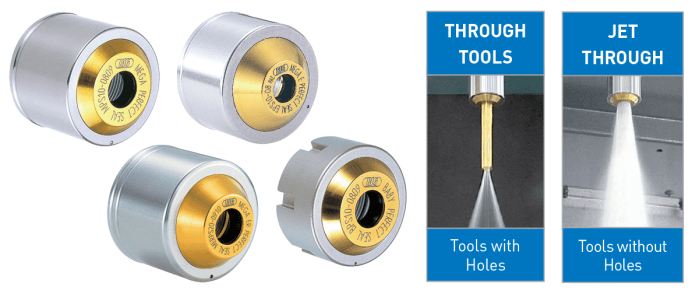
That said, a boring head and drill are often served better by different coolant delivery methods. Our holders have been designed in a way to adapt without having to buy special accessories. Perfect Seal Nuts allow for through-tool delivery or peripheral wash delivery with a drill or end mill by simply adding or removing the seal. With the seal in, you can use it for drills because it will seal all the peripheral coolant flow, directing it through the center of the tool. If you take the seal out, it will only flow around the periphery for a powerful wash.
We even took delivery options a step further with some of our newest hydraulic chucks. Without collets or accessories, you can decide which direction you want coolant flow. By adjusting some simple ceiling screws in the body of the tool holder, you can restrict the flow to the periphery or through the tool.
On-spec pull studs
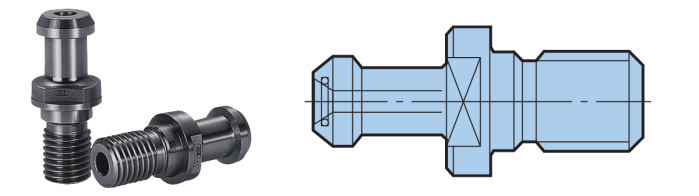
Over the last 15 years, machine builders have added proprietary sealing systems for their through-spindle coolant. These serve the important purpose of protecting spindle bearings from coolant contamination. While HSK spindles have standardized sealing, not every builder has done it the same way. These proprietary systems are something that you have to match carefully with pull studs, the tool’s pairing end. For instance, most of the steep taper pull studs that we sell in the market have at least one, if not two, O-ring seals to account for.
It's really important that whatever the manufacturer specification is for that system to seal, we make pull studs to that specification. A leaky connection between a pull stud and the machine spindle can quickly wear on bearings, especially in high-pressure systems (approx. 1,000+ PSI).
Eliminating the need for cutting-tool alteration
The best conduit of coolant from the machine to the cutting edge is the holder, not the cutting tool. For one, not many realize a good holder with jet coolant performs just as well as a through-coolant carbide endmill at half the cost per tool. Simply put, having a versatile tool holding solution on hand that can fill the need with minimal changes is a huge benefit.
That said, some cutting tool companies or end users will grind slits in the tool shank to achieve some of the same things. It’s effective, but expensive and difficult logistically, because the tools are no longer considered standard. Jet coolant holders eliminate this cost thanks to their highly directed and pressurized delivery holes.
Another way to think of it: If I have a 3/8-in. end mill, the shank is 3/8 in. and the cutting edge is 3/8 in., so peripheral coolant is going to follow down the tool precisely; if I’m drilling a 3/8-in. hole using a drill with a 1/2-in.-shank, that coolant is missing the cutting edge.

Rigorous, high-tech testing
For holders like our Jet-Through Hydraulic Chucks and Shrink Fit Holders, we test and retest coolant-delivery prototypes diligently. With the help of high-speed cameras, we can see how peripheral holes of different angles, sizes and locations make coolant and chips react in the cut, at the moment. We go through these lengths so that we can build systems that as many customers as possible can benefit from and rationalize—whether running at 1,000 RPM or 20,000, 500 PSI or 2,000.
In the end, experiment and tinker with coolant delivery, whether it’s pressure or directional. A bigger cutter doesn’t necessarily mean you need focused, high pressure, whereas a delicate drilling job will; a certain material you thought may welcome coolant, may not. As our tooling has evolved, we’ve tried to provide the high performance required and the options to dial in coolant delivery just how you need it.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.










Pravin Badhe
Tue, 05/14/2024 - 03:36