Últimas Publicaciones




Cómo el portaherramientas adecuado puede prolongar la vida útil de la herramienta
Puntos Clave
-
Administrar la excentricidad con el portaherramientas adecuado, como el mandril de pinzas MEGA ER Grip, puede mejorar significativamente la vida útil de la herramienta al garantizar un contacto uniforme de la herramienta y reducir el desgaste mediante una distribución más uniforme de la carga en todas las estrías.
-
Los portaherramientas de estilo de pinza mejoran la precisión y versatilidad para el mecanizado de alta velocidad, con tuercas de cojinete especializadas y pernos de extracción y pinzas de ingeniería de precisión que garantizan una excentricidad mínima y una vida útil máxima de la herramienta.
-
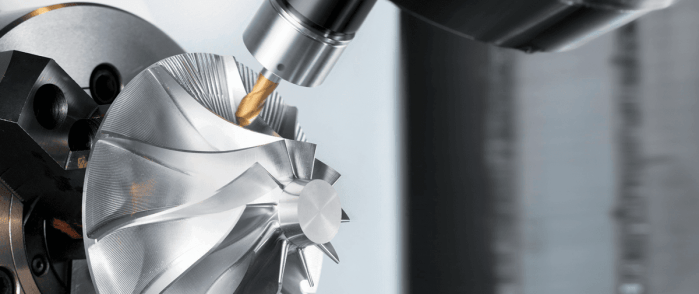
El mecanizado de alta velocidad y alcance largo requiere portaherramientas que ofrezcan una rigidez, equilibrio y precisión excepcionales, con portabrocas hidráulicos y portaherramientas de doble contacto que proporcionan estabilidad y eficiencia para prolongar la vida útil de la herramienta en aplicaciones desafiantes.

Si estás buscando un rápido y fácil retorno de inversión, mejorar la vida útil de la herramienta es una de las mejores opciones que tiene una operación de mecanizado. Si bien muchos se centran en las velocidades, los avances, la programación adecuada y el adelgazamiento de la viruta o en grados y recubrimientos avanzados de insertos para aliviar el desgaste, la forma en que se sostiene el cortador juega un papel fundamental para obtener el máximo rendimiento de las herramientas consumibles. Entre las variables en un ciclo, el portaherramientas es más bien una constante, lo que lo convierte en un elemento invaluable para la vida útil de la herramienta en múltiples operaciones.
Elige portaherramientas que gestionen la excentricidad.
Independientemente de la aplicación, uno de los factores más importantes para limitar el desgaste es el compromiso constante y uniforme de la herramienta con la pieza, donde cada diente soporta una carga igual. Con la excentricidad en la ecuación, o la variación en el diámetro de la herramienta de corte en ciertos puntos mientras gira, la vida útil de la herramienta inevitablemente se ve afectada.
Como las flautas entran en contacto con la pieza de manera diferente, cada una se desempeña y desgasta a diferentes velocidades. Es un uso ineficiente de consumibles. Hay una manera simple de estimar el impacto de la excentricidad en sus herramientas. La regla del Uno por Décimo = 10% establece que un décimo de excentricidad aumentará o disminuirá la vida útil de la herramienta en un 10%. En otras palabras, si cinco décimos de excentricidad se reducen a un décimo, la vida útil de la herramienta debería mejorar en un 40%.
¿Qué tanta diferencia puede hacer la excentricidad? Lo probamos: perforamos exactamente los mismos agujeros de carburo de .118" de diámetro con excentricidades de .0008" y .0006", respectivamente. La broca con menos excentricidad hizo 2,300 agujeros en una pieza de acero de .590" de profundidad; la otra, solo 800. El portabrocas de pinzas MEGA ER Grip tiene una excelente fuerza de sujeción, concentricidad, rigidez y equilibrio a altas velocidades. Demostró claramente los ahorros tanto en la vida útil de la herramienta como en el tiempo de cambio de herramienta.
Con eso en mente, veamos algunos escenarios comunes de portaherramientas y formas de maximizar la vida útil de la herramienta para cada uno.
Mejorando la vida útil de la herramienta con portaherramientas de tipo pinza.
Los portaherramientas de tipo pinza son populares por su precisión, capacidades de alta velocidad y versatilidad. La tuerca de la pinza permite más puntos de contacto y un rango de sujeción flexible en comparación con otros portaherramientas. Sin embargo, estos herramientas no están exentas de desviación y desgaste desigual. Por un lado, cuanto mayor sea la relación longitud-diámetro y la masa, mayor será el efecto sobre el portaherramientas mientras gira. Algunas otras ideas para mejorar la vida útil de la herramienta incluyen:
- Seleccione tuercas de rodamiento para una sujeción más suave, menor torsión, mejor fuerza de agarre y menos desgaste de la pinza. Ponemos a tu disposición tuercas especializadas para un suministro eficiente de refrigerante o protección de componentes pequeños del portaherramientas que pueden causar desviación.
- Utilice espárragos de tracción fabricados con metales fuertes para resistir la deformación y mantener una localización precisa. Todos nuestros espárragos de tracción están construidos con acero para herramientas premium H13 de endurecimiento total y cuentan con características de precisión rectificadas.
- Recuerde que las pinzas se contraen sobre la herramienta elegida, no se expanden. El tamaño en la pinza suele ser su diámetro máximo. Un cono de pinza menos profundo y un diseño de cuerpo grueso mejoran la concentricidad, ayudando a reducir la vibración y la deflexión. Cada una de nuestras pinzas se inspecciona para garantizar una concentricidad del 100 por ciento y garantiza una desviación dentro de .00004" en la nariz.
- Los diseños más delgados reducen la necesidad de extensiones en caso de interferencia. La alta velocidad y precisión que una sola herramienta puede ofrecer es ideal para la fabricación de moldes pequeños.
Consulta algunas de las otras consideraciones a tener en cuenta y más sobre cómo construimos nuestros portaherramientas de estilo pinza de manera un poco diferente, para facilitar la preservación de la vida útil de la herramienta.

Improving tool life with high-speed holders
El mecanizado de alta velocidad es completamente diferente. Cuando la velocidad aumenta, también lo hacen las fuerzas que empujan el portaherramientas fuera del centro. Esto corre el riesgo de ejercer fuerzas radiales desiguales sobre la fresa y, a su vez, provocar un desgaste prematuro. Para lograr una vida útil eficiente de la herramienta, un acabado adecuado y productividad en trabajos de alta velocidad, los portaherramientas deben ser lo más rígidos, compactos y cortos posible para mantener estable todo el conjunto. Si bien hay factores únicos a considerar al elegir portaherramientas para mecanizado de alta velocidad en general, cuando la vida útil de la herramienta es una prioridad, considera específicamente estos aspectos:
- Cuanta mayor sea la fuerza de sujeción, mejor. La longitud adicional de contacto en el cono interno del portaherramientas mejora esto, mientras que un cono de pinza poco profundo y superficies acabadas en espejo micro-mirrork mejoran la fuerza concéntrica y ayudan con el equilibrio.
- El equilibrio del portaherramientas es crucial en aplicaciones de alta velocidad. En lugar del G2.5 comúnmente referenciado en 2003, consulta las disposiciones de la norma ISO 16084 para la definición de desequilibrio máximo para diferentes aplicaciones. Esta norma, emitida en 2017, fue desarrollada específicamente para sistemas de herramientas rotativas y tiene en cuenta la interacción y carga entre el husillo y la herramienta.
- Los portaherramientas de doble contacto maximizan la estabilidad tan importante a altas velocidades, manteniendo las fresas en la línea central al hacer contacto completo en el cono y la cara del husillo.
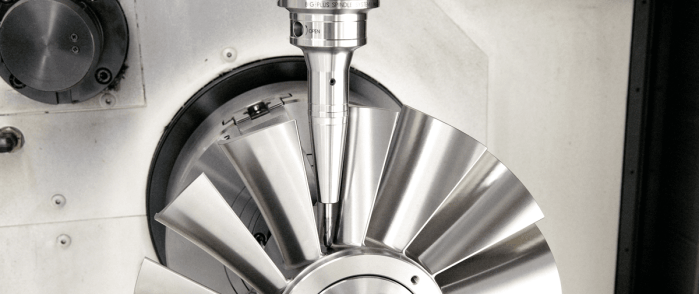
Mejorando la vida útil de las herramientas con portaherramientas de largo alcance
Al igual que el mecanizado de alta velocidad, los escenarios de largo alcance añaden un conjunto completamente nuevo de influencias geométricas y físicas a considerar. Terminar esos bolsillos y cavidades profundos siempre es un desafío. En pocas palabras, cuanto más lejos trabaje la herramienta desde el husillo, más espacio hay para errores y/o desgaste desigual. Algunas cosas que puedes considerar para preservar las herramientas durante el trabajo de largo alcance incluyen:
- Considera portaherramientas hidráulicos. Además de su amortiguación natural de las vibraciones que ayuda a realizar cortes eficientes, los diámetros de nariz relativamente pequeños son ideales para llegar a bolsillos y mecanizado en 5 ejes.
- Siempre equilibra los portaherramientas como un conjunto completo. Los portaherramientas equilibrados de fábrica a menudo son inadecuados para aplicaciones de largo alcance. Por ejemplo, los portaherramientas CAT y BT deben equilibrarse con el tornillo de retención y la herramienta de corte en su lugar, y los portaherramientas HSK con el tubo de refrigerante.
- No descuides el mantenimiento. Mantén limpios los alojamientos de los portaherramientas y prueba regularmente la fuerza de sujeción. Los limpiadores de herramientas y husillos son rápidos, fáciles y seguros para que los operadores los utilicen regularmente.
Si bien no hemos cubierto todos los escenarios, el portaherramientas adecuado es una medida eficaz contra el desperdicio de consumibles. (El carburo no está más barato.) El costo por pieza es otra forma sólida de medir el beneficio de un portaherramientas mejorado. Obtener más vida útil de una sola herramienta significa más piezas con el mismo costo de producción, y un costo por pieza más bajo. Incluso en un contexto más amplio, los tiempos de ciclo más cortos tienen más impacto en la reducción del costo por pieza que incluso las tasas de carga de la máquina o del operador a lo largo del tiempo.
Entonces, antes de invertir en otra inversión menos eficiente, considera cómo los portaherramientas pueden generar grandes dividendos a lo largo del tiempo. Explora toda nuestra gama de portaherramientas de alto rendimiento, desde portaherramientas hidráulicos hasta arbustos básicos, para encontrar tu próxima solución.
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.










Añadir nuevo comentario