Últimas Publicaciones




4 consejos para elegir el dispositivo de sujeción adecuado
Cuando se trata de colocar de manera segura y precisa el material sobre la mesa de una máquina, a menudo hay más de una forma de hacer el trabajo. ¿Son todas igual de precisas o productivas? Probablemente no, pero lograrán que la pieza avance al siguiente paso del proceso. Todo parecerá funcionar según lo planeado, pero con el tiempo, una pieza desechada aquí o una ralentización allá, y el costo de tomar el camino más fácil o económico se acumula.
Dicho esto, si te encuentras en una situación en la que sabes que la pieza no puede fabricarse con ninguno de los dispositivos de sujeción disponibles en el taller, o las tasas de producción simplemente no están a la altura, hay factores fundamentales que debes comprender antes de buscar un nuevo dispositivo. Estos variarán en importancia de un taller a otro, y algunos serán más fáciles de evaluar que otros. Comprende estos cuatro aspectos del trabajo, y te aseguramos que encontrarás el mejor dispositivo de sujeción para cualquier proyecto.
Tamaño de la pieza
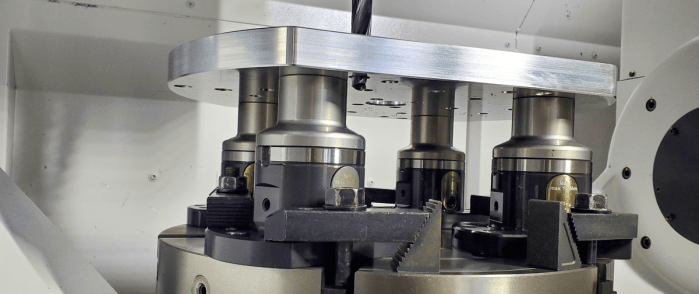
Dos de los factores más importantes de una buena configuración de sujeción son la estabilidad y el acceso. Ambos tienen una relación directa con el tamaño adecuado del sistema de sujeción, y es necesario encontrar un equilibrio entre los dos. El dispositivo de sujeción puede ser grande y proporcionar una fijación rígida, pero aumentar las posibilidades de que el acceso a la pieza de trabajo sea limitado—y viceversa.
- Si una pieza es demasiado pequeña para tu dispositivo de sujeción, considera agrupar varias piezas en un mismo pallet.
- Si una pieza es demasiado grande para tu dispositivo de sujeción, considera actualizaciones si lo que tienes es modular, o agrega piezas personalizadas si es posible.
Forma y condición del material de la pieza
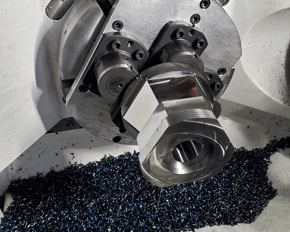
Elegir el dispositivo de sujeción que se adapte a la forma de tu pieza realmente depende de si es redonda o prismática (con lados planos). Si las piezas son prismáticas, la mayoría de las veces un tornillo de banco funcionará bien. Si la pieza es redonda, tendrás que sujetarla por un diámetro exterior o interior. Esto puede requerir un portapinzas, un plato de torno o bloques en V, si debe ir al fresado, y así sucesivamente.
Saber si el material entrante será materia prima, una fundición o piezas parcialmente terminadas también indicará qué deberá acomodar el sistema de sujeción. Por ejemplo, una barra redonda en bruto proveniente del molino puede tener una tolerancia de diámetro exterior de ±0.005", pero si una pieza es fundida, el tamaño puede ser de ±0.02"—podría ser mejor o peor. Si una pieza ya ha sido mecanizada, entonces el tamaño no es una variable, sino un valor controlado conocido.
Niveles de producción y mezcla
La frecuencia y complejidad del cambio de piezas debe influir en qué tan rápido necesitas que sea tu sistema de sujeción. En términos generales, cuanto mayor sea la mezcla de piezas y/o el nivel de producción, más cambios habrá. Considera seriamente cuánto tiempo requerirá un determinado dispositivo de sujeción durante la localización y el apriete.
Nivel de interacción del operador con el sistema de sujeción
¿Qué tan automatizadas están tus operaciones de carga, descarga y apriete? O, ¿qué inversiones están planificadas para la automatización de tu taller y alguna de ellas será para el mecanizado? El sistema de sujeción es un factor clave si se está considerando cualquier tipo de automatización. Si no, igualmente deberás entender quién manipulará el sistema de sujeción, cuántas personas lo harán y su nivel de experiencia para elegir correctamente.
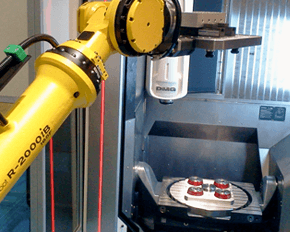
Aunque a menudo pensamos en robots o líneas de ensamblaje cuando hablamos de automatización, en el caso de los sistemas de sujeción, el enfoque se centra principalmente en la capacidad de sujetar y liberar la pieza o el dispositivo de forma repetible y precisa, normalmente con la ayuda de aire o hidráulica. Existen tres niveles de automatización a considerar en los sistemas de sujeción.
- Totalmente automático. Toda la carga/descarga de piezas y/o dispositivos se realiza automáticamente, incluido el apriete de los sistemas.
- Parcialmente manual/automático. Una combinación de carga manual y apriete automático.
- Totalmente manual. Todo el montaje y el apriete son realizados por una persona.
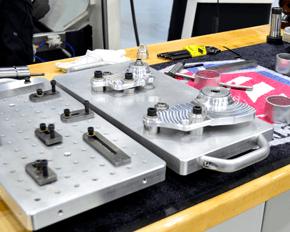
En BIG DAISHOWA, nos especializamos en sistemas de sujeción modulares que ofrecen flexibilidad, eficiencia y funcionalidad. El sistema de sujeción de punto cero UNILOCK aporta valor mediante soluciones versátiles que son fáciles de integrar en maquinaria y configuraciones existentes.
Categorías
Etiquetas:
Sujeción de trabajo
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.





Añadir nuevo comentario