



This is a great article! I'd like to implement this approach. Do you back the boring head off the ID wall before retracting, or do you retract the boring head straight out? How much material do you leave for the boring head after the drill? Do you have more information on this application/technique? Thank you for the support!
Últimas Publicaciones
Una alternativa más eficiente al mandrinado de desbaste en un torno CNC
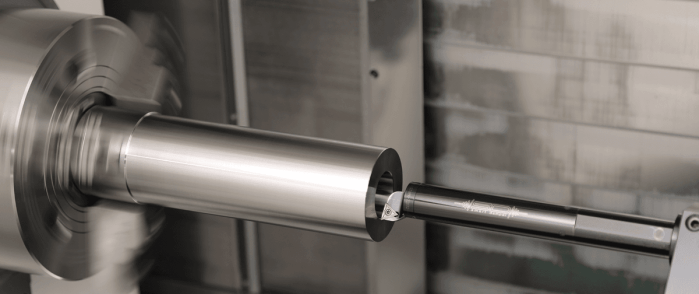
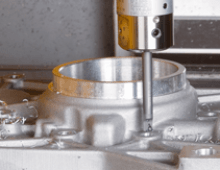
El mandrinado interno (ID boring) es una operación común y que consume mucho tiempo en tornos CNC. El proceso típicamente comienza con un taladro que crea una abertura para que una herramienta de desbaste más robusta entre y desbaste el orificio.
Los taladros de insertos indexables son útiles, ya que pueden usarse no solo para su tamaño especificado, sino también desplazándose ligeramente para hacer un agujero un poco más pequeño o más grande; la herramienta en sí no es ajustable, pero puedes mover el contrapunto para obtener un tamaño de agujero final diferente. Además, pueden desplazarse adicionalmente y pasarse nuevamente a través del agujero como barra de mandrinado. Esto no es posible al rotar en el centro como con un husillo de fresadora. Es una de las razones por las que rara vez se ve una herramienta de acabado de mandrinado en un torno CNC, a menos que sea para trabajos fuera de eje.
Además, a medida que los agujeros se vuelven más largos, escalonados y/o más numerosos, entran en juego decisiones importantes. Por ejemplo, si el enfoque típico es usar una herramienta, enviarla al agujero, desplazarla, sacarla y repetir, se sacrifica la rigidez tan necesaria en el extremo posterior de agujeros grandes.
Los taladros de punta reemplazable o tipo espiga también son soluciones comunes para perforar. Sin embargo, no tienen la misma flexibilidad que los taladros de insertos indexables y no deben usarse fuera del centro para operaciones adicionales de mandrinado. Sus ángulos de avance son limitantes, y alcanzarlos repetidamente o profundizar en un agujero aumenta el riesgo y acelera el desgaste del inserto en un solo filo. Además, los taladros no controlan bien el lavado de virutas, ya que su diseño empuja las virutas hacia atrás, a menudo dañando el acabado del agujero.
Estos problemas comunes son la razón por la que hemos desarrollado formas de hacer que algunas de nuestras herramientas de mandrinado de clase mundial—tradicionalmente usadas en fresadoras—sean igual de efectivas en un torno CNC.
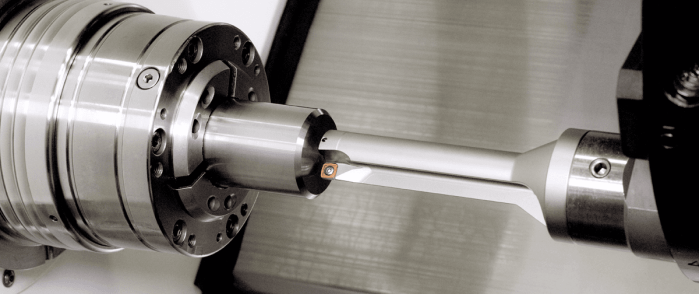
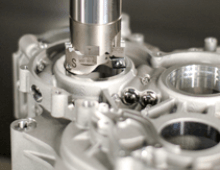
Con un adaptador simple y corto, nuestras cabezas de mandrinado de desbaste de doble cortador se integran perfectamente en el paquete de herramientas de un torno. La serie de doble cortador tiene una característica de diseño única que permite diferentes métodos de desbaste sin necesidad de cambiar componentes o usar sistemas mecánicos para ajustar la altura del inserto.
La adición de una cabeza de mandrinado de doble cortador al arsenal de herramientas de un taller abre la puerta a múltiples opciones de mecanizado de agujeros. Antes consideradas solo como herramientas ligeras de semiacabado, hoy las cabezas de mandrinado de doble cortador de alto rendimiento han demostrado que pueden ofrecer resultados en operaciones de agujereado.
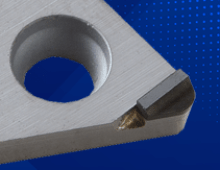
Los insertos en forma de diamante de 80 grados proporcionan dos filos de corte de 90 grados. Esto efectivamente duplica tu avance de manera instantánea. Si se necesitan más filos de corte o mayor velocidad y el ángulo de avance negativo de seis grados es viable, puedes cambiar a un inserto cuadrado y tener cuatro filos de corte efectivos.
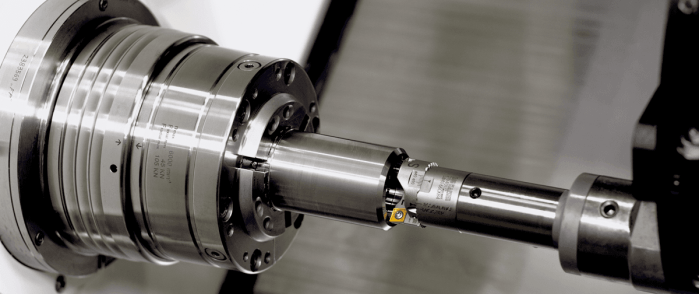
Para agujeros más grandes, este conjunto también ofrece la flexibilidad de usar extensiones para construir una configuración “personalizada” o más rígida, una alternativa superior a usar herramientas largas y delgadas en agujeros profundos. Además, si la vibración sigue siendo un problema, el doble cortador permite emplear la barra de mandrinado Smart Damper, líder en la industria, que mantiene el amortiguamiento cerca de la herramienta.
Cuando el mandrinado en torno CNC se vuelve demasiado intensivo en tiempo, es momento de reconsiderar tu enfoque. Piensa de manera creativa, invierte en tu propio éxito. Como dicen, hay más de una forma de hacer algo, y los doble cortadores han demostrado ser una de esas alternativas, incluso más efectivas que los métodos tradicionales.
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
Comments

BIG DAISHOWA Inc.
Jue, 13/01/2022 - 10:43Hi Branden,
We're glad you found this article helpful. We've passed your information along to our engineers. They will be reaching out to you soon. Thanks!









Branden
Jue, 13/01/2022 - 10:34