Últimas Publicaciones




Preguntas y respuestas: Cómo elegir entre insertos de PCD y CBN
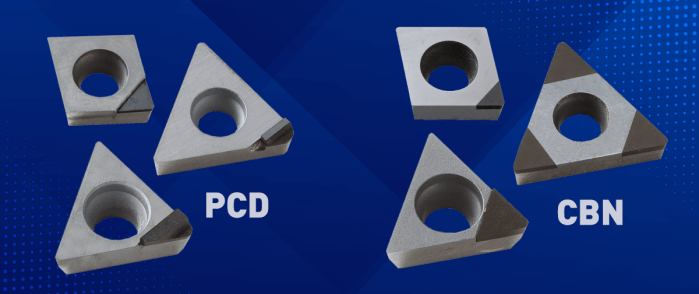
La fabricación de los cortadores más duros del planeta involucra procesos intensos y química avanzada. Las herramientas de diamante policristalino (PCD) y de nitruro cúbico de boro (CBN) son el primero y segundo, respectivamente, en la lista de los materiales de inserto más duros; aun así, sus químicas extremas son bastante diferentes. Sin entrar en los detalles químicos, se usan calor extremo, sinterización y presión para formar diferentes grados de insertos según su relación material/aglutinante.
Aunque nos especializamos en portaherramientas, ofrecemos algunos cortadores especializados con estos materiales y a menudo recibimos preguntas sobre PCD y CBN. Matt Tegelman, nuestro especialista senior de producto, a menudo responde estas preguntas. Aquí compartimos sus respuestas.
¿Cuál es la profundidad mínima/máxima de corte recomendada para insertos PCD y CBN?
Los insertos PCD y CBN se reservan solo para operaciones ligeras de semiacabado y acabado. Generalmente recomendaría un máximo de .040" de material en diámetro y mínimos hasta .004", dependiendo del radio de la punta del inserto.
¿Debo usar refrigerante con insertos PCD y/o CBN?
Use mucho refrigerante o ninguno. La fractura térmica de estos materiales puede ocurrir con grandes fluctuaciones de temperatura. Mientras el refrigerante se use de manera efectiva, debería ayudar a la vida útil de la herramienta y a la evacuación de virutas. Si el refrigerante no se puede dirigir a la acción de corte con flujo constante, será perjudicial para la operación.
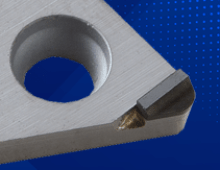
¿Importa la preparación del filo con insertos PCD y CBN?
Los procesos extremos utilizados para fabricar estos materiales de corte tan duros hacen que la preparación del filo sea importante tanto para CBN como para PCD, tanto para reforzamiento como para el control de virutas. Además, se encuentran defectos microscópicos en el filo de casi todas las herramientas antes de la preparación del filo; cuando se requiere un alto rendimiento, como suele ser el caso con estos cortadores, la preparación elimina defectos que podrían causar un desempeño errático.
Los insertos PCD y CBN ahora se ofrecen con casi tantos estilos de preparación del filo como los insertos de carburo. Se clasifican por tipos de “land” y cada tipo ofrece ventajas en materiales específicos y condiciones de corte.
¿Existen velocidades mínimas y máximas para insertos PCD y CBN?
Contrario a la percepción común, PCD tiene un amplio rango de SFM permitido para aluminio, desde tan bajo como 200 hasta 6,000, y superará la vida de los insertos de carburo al menos 10 veces, permitiendo que las herramientas se mantengan dentro de tolerancia sin ajustes durante períodos muy largos de corte. Con insertos CBN, se usan avances tan bajos como 200 SFM en aplicaciones de acero endurecido.
Con nuestras herramientas de mandrinado, a menudo es necesario considerar la rigidez del conjunto de la herramienta y la pieza de trabajo al decidir trabajar a alta velocidad con estos tipos de insertos. Frecuentemente se requiere un cabezal de mandrinado con contrapesos incorporados para poder alcanzar las velocidades que estos insertos permiten.
¿Cuál es la mayor diferencia entre insertos PCD y CBN?
Los insertos PCD son la primera opción en aplicaciones de aluminio y magnesio, así como en piezas de fibra de carbono, ya que su dureza extrema proporciona una vida útil inigualable en estos materiales no ferrosos. Dado que es un diamante sintético (casi carbono puro), no puede usarse para mecanizar materiales ferrosos como aceros y fundiciones, porque a temperaturas superiores a 700° Fahrenheit, los átomos de carbono reaccionan con el material de la pieza formando carburo de hierro y causando el colapso de la estructura de diamante. El PCD es especialmente necesario cuando el aluminio tiene más del cinco por ciento de contenido de silicio, para resistir la abrasividad que causa desgaste.
El CBN utiliza boro como elemento principal. Aunque el boro tiene una estructura cristalina similar al carbono, carece de afinidad con el hierro. Es el segundo material más duro conocido y puede tolerar temperaturas de corte superiores a 1,800° Fahrenheit. El CBN es adecuado para mecanizado de acero o hierro y es la primera opción al trabajar con aceros endurecidos, generalmente de al menos RC50, y debe usarse solo para acabado. Cualquier corte interrumpido requiere la herramienta con mayor estabilidad, de lo contrario no funcionará.
Los insertos CBN vienen en diferentes grados, donde se añaden aglutinantes como cerámica y metales para cambiar sus características. También se pueden ajustar los tamaños de grano de la estructura cristalina para ciertas propiedades. Un CBN de alto contenido con grano ultrafino es la combinación más dura, adecuada para el mecanizado continuo de hierro fundido endurecido y metales en polvo. Nuestro grado CBN-CH, por su parte, es solo para hierro gris y no debe usarse para mandrinado de hierro dúctil o hierro templado, ya que no proporcionará el aumento de vida útil sobre los grados de carburo tradicionales.
Los insertos CBN también pueden recubrirse; se recomienda material CBN de tamaño de grano medio con recubrimiento TiCN para el mecanizado de aceros endurecidos.
¿Cómo puede BIG DAISHOWA ayudar con los insertos PCD y CBN?
No somos productores/fabricantes de carburo ni de PCD/CBN, pero tenemos mucho conocimiento interno y siempre estamos dispuestos a ayudar a los metalúrgicos. Ofrecemos insertos con punta de CBN y PCD con formas de rompevirutas personalizadas que optimizan el desempeño de corte cuando se usan en nuestras herramientas de mandrinado.
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.









Añadir nuevo comentario