Latest Posts




Q&A: Choosing Between PCD and CBN Inserts
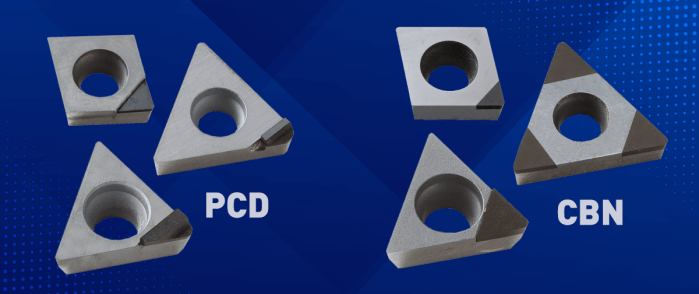
The manufacturing of the hardest cutters on the planet involves some intense processes and chemistry. Polycrystalline diamond tools (PCD) and Cubic Boron Nitride (CBN) are one and two, respectively, on the list of hardest insert materials, even still, their extreme chemistries are quite different. Without getting into the nitty gritty chemistry, extreme heat, sintering and pressure is used to form different grades of the inserts based on their material/binding ratio.
While we specialize in holders, we do offer some specialized cutters with these materials and often get questions about PCD and CBN. Matt Tegelman, our senior product specialist often fields these questions. Here, we share his answers.
What is the best min/max depth of cuts for PCD and CBN inserts?
PCD and CBN inserts are reserved for light semi-finishing and finishing operations only. I’d generally recommend a maximum of .040" stock on diameter and minimums down to .004", depending on the insert nose radius.
Should I use coolant with PCD and/or CBN inserts?
Use either a lot of coolant or none at all. Thermal fracture of these materials can occur with large temperature fluctuations. As long as coolant is used effectively, it should help tool life and chip evacuation. If coolant can’t be directed at the cutting action with consistent flow—it will be detrimental to the operation.
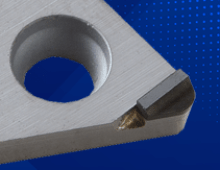
Does edge preparation matter with PCD and CBN inserts?
The extreme processes used to make these very hard cutter materials make edge preparation important with CBN and PCD, both for reinforcement and chip control. What’s more, you’ll find microscopic edge defects on nearly every tool prior to edge preparation; when high performance is required, as is often the case with these cutters, preparation eliminates defects that can cause erratic performance.
PCD and CBN inserts are now offered with almost as many edge preparation styles as carbide inserts. They are categorized by ‘land’ types, and each type gives advantages in specific materials and cutting conditions.
Are there minimum and maximum speeds for PCD and CBN inserts?
Contrary to most perceptions, PCD has a wide range of allowable SFM for aluminum, from as low as 200 to 6,000 and will outlast carbide inserts at least 10x, allowing tools to remain in tolerance without adjustments for very long periods of cutting time. With CBN inserts, feeds as low as 200 SFM are often used in hardened steel applications.
With our boring tools, it is often necessary to consider the tool assembly and workpiece setup rigidity when making the decision to go to high-speed machining with these types of inserts. Often, a boring head with built-in counterweights for balance will be required to be able to run the speeds that these inserts are capable of.
What’s the biggest difference between PCD and CBN inserts?
PCD inserts are the first choice in aluminum and magnesium applications, as well as carbon fiber parts, as its extreme hardness provides unmatched life in these non-ferrous materials. Since it is a synthetic diamond (almost pure carbon), it cannot be used to machine ferrous materials like steels and cast irons, because at temperatures over 700° Fahrenheit carbon atoms react with the part material to form iron carbide and cause the diamond structures to collapse. PCD is especially required when aluminum has more than five percent silicone content, to resist the abrasiveness that leads to wear.
CBN uses boron as the primary element. While boron has a similar crystal structure to carbon, it lacks the affinity to iron. It is the second hardest known material and can tolerate cutting temperatures over 1,800° Fahrenheit. CBN is suitable for steel or iron machining and is the first choice when working with hardened steels, usually more than at least RC50 and should be used for finishing only. Any interrupted cutting requires the highest stability tool, otherwise it won’t work.
CBN comes in different grades, where binders such as ceramics and metals are added to change the characteristics. Grain sizes of the crystal structure can also be tweaked for certain characteristics. High CBN content with ultrafine grain sizes is the hardest combination, suitable for continuous machining of hardened cast iron and powdered metals. Our grade CBN-CH, meanwhile, is for gray cast iron only and should not be used for boring ductile or chilled iron, it will not provide the tool life increases over traditional carbide grades.
CBN inserts can also be coated; medium-grain size CBN material with a TiCN coating is recommended for machining hardened steels.
How can BIG DAISHOWA help when it comes to PCD and CBN inserts?
We are not a carbide, nor a PCD/CBN producer/manufacturer, but we have a lot of knowledge here in-house and are always willing to help metalworkers. We do offer CBN and PCD tipped inserts with custom chip-breaker forms that optimize cutting performance when used in our boring tools.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.









Add new comment