Latest Posts




Ask the Expert: 5 Questions for Boring in Aerospace
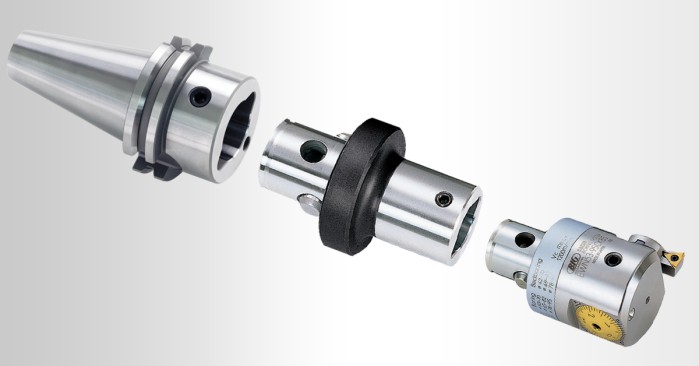
1) The CKB modular system allows for unlimited combinations other than the number of components that users can stack up for an assembly.
In any assembly the number of components should be limited to four or five, not including boring head insert holders. Since there are usually two-to-three length options for a given taper- and connection-size combination, most applications only require two-to-three different components (shank, extension/reduction, boring head). When users need more gage length, independent of boring depth, the best option is to use the largest CKB connection on the shank end and reduction adapters to minimize the assembly length-to-diameter (L:D) ratio. When bore depth requirements exceed what standard taper adapters allow, extensions can be used, but a maximum of two is recommended.
For 0.787" to 1.614" (20mm to 41mm) bore diameters, CKB1 to CKB3 cylindrical shank carbide bars can be an alternative. The bars’ higher stiffness permits boring L:D ratios up to 10:1, and combined with a hydraulic chuck toolholder, provide vibration damping. Overlapping this range slightly (1.260" to 8.000") are Smart Damper boring heads, which feature an internal assembly for absorbing chatter. The final option is the CKN modular assembly, a special version of CKB that is cross-compatible but uses three connection screws instead of one and features an aluminum extension to reduce tool weight.
2) How have digital boring heads changed process reliability and/or capability in aerospace?
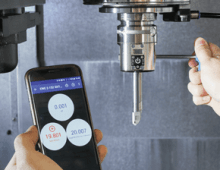
They take the guesswork out of size adjustment. Instead of measuring the input rotation of the adjustment dial, these heads place displacement scales along the tool carrier to measure linear travel and can display diameter corrections of 1µm. In addition, clamping displacement can be seen with these heads.
Storing incremental diameter adjustment values in the boring head allows companies to track insert life and tell operators to change insert corners when the adjustment values reach a predetermined value. Otherwise, the operator may re-zero the display to make the compensation value on the head equal to the next adjustment.
Connected to the BIG KAISER app via Bluetooth, the incremental value from the EWE fine boring head can be fed into the preset parameters to give the true output diameter of the tool. With tolerance information added for the bore, the connected device indicates where in the target range the actual tool setting lies. The head stores up to 200 cycles of this information (target diameter, tolerance, incremental adjustment) for each adjustment along with a date/time stamp, providing process traceability for ISO and other certifications.
3) What types of aerospace precision hole finishing options do precision fine boring heads enable?
Many aerospace components are made from high strength aluminum or magnesium, making it easy to manage tight-tolerance bores, even with tooling developed decades ago. In many applications, however, bores use a hardened steel bushing pressed into the hole, requiring final bore size to be done with jig grinding. The process is slow and requires a highly skilled dedicated operator. CNC machines equipped with our CK fine boring tools using new cubic boron nitride (CBN) grades have successfully replaced jig grinding. Even jig grinding holes smaller than 0.25" have been replaced with standard fine boring heads.
4) How have aerospace manufacturers used BD for turning centers when boring cross holes with live tools?
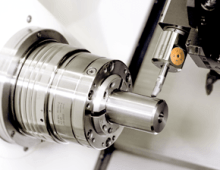
Landing gear components have many applications typically done on a lathe. However, linkages with precision cross holes require fine boring to complete the job. When lathes with a 4th axis and driven tools became popular, Kaiser had to adapt our fine boring heads to process the parts completely. One constraint was to keep the tool projection as short as possible due to the short travel of the Y-axis. With most driven tools using ER collets, we developed a series of fine boring heads that takes the place of the standard ER clamping nut, making the tool ultra short and very rigid. Boring cross holes on a lathe became very easy with off-the-shelf tools.
5) What does BIG DAISHOWA recommend for boring precision holes on aerospace parts using angle heads?
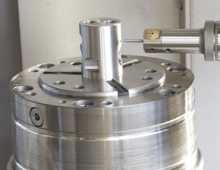
A large contractor needed to replace a manual process for boring the lug holes that attach wing assemblies in commercial fuselage components. The only practical solution was boring with angle heads.

While the process seems like it should be simple, there was a basic problem – if the angle head is not truly 90°, the boring tool will not produce a perfect round hole. Think of a machine column that is not square to the table. As the spindle rotates and travels across the table, it will generate an elliptical shape. The same result will happen if the angle head is, say 89°; it will never track a perfectly round hole. The accuracy of the finished hole is only possible if the angle head tolerance is closely controlled.

By Jack Burley
BIG DAISHOWA—Americas
President/COO

By Matt Tegelman
BIG DAISHOWA—Americas
Senior Product Specialist
Originally published in
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.









Add new comment