Últimas Publicaciones




Haciendo más flexibles las máquinas de torneado y fresado
Una de las formas más populares de aumentar la versatilidad de un taller—y su cartera de clientes potenciales—es a través de la inversión en una máquina mill-turn. Las mill-turn se ven muy bien en la lista de máquinas de un taller; no son solo un torno, ni solo un fresador, sino ambos. Esto proporciona más flexibilidad para cotizar proyectos donde una pieza tiene caras planas, un agujero con ángulo inusual o cuando la pieza debe sujetarse con fijaciones especiales.
Por supuesto, los mejores talleres nunca se quedan quietos. En lugar de detenerse solo en la adición de la mill-turn, comprenden que el enfoque correcto hacia la pieza, combinado con las herramientas y el sujeción adecuadas, puede hacer o deshacer un trabajo. Aquí hay algunas consideraciones sobre herramientas y sujeción de piezas para aprovechar al máximo una máquina mill-turn.
Piezas iniciales flexibles
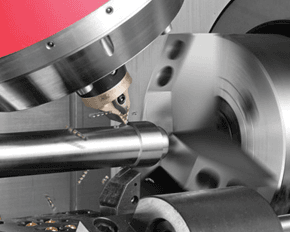
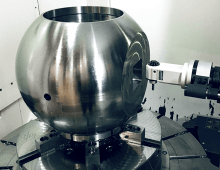
Los tornos inclinados con herramientas vivas son efectivos y populares. Sin embargo, los tornos inclinados generalmente comienzan con una pieza completamente redonda. Aunque la pieza terminada pueda ser solo parcialmente redonda con caras planas, agujeros u otras características, comienza como una barra redonda que debe sujetarse con un mandril tradicional.
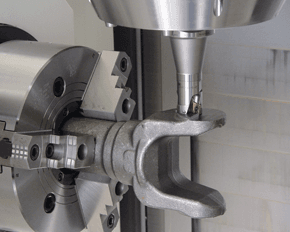
Con una máquina mill-turn, se puede empezar prácticamente con cualquier material. Se puede iniciar con una fundición, material en bruto que no sea completamente redondo o una pieza que ya haya sido parcialmente procesada en otra máquina.
Sujetar piezas redondas vs. prismáticas
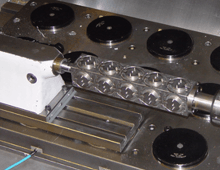
Cuando una mill-turn debe manejar piezas redondas, así como fijaciones o piezas prismáticas, los mandriles de torno tradicionales se convierten en un obstáculo. Son extremadamente rígidos porque se conectan directamente al husillo de la máquina, pero al trabajar con fijaciones generalmente no hay interfaces directas de torno incorporadas en la parte inferior de una placa de fijación.
Ahí es donde un base maestra de cambio rápido, o interfaz de husillo, como nuestro producto UNILOCK se vuelve invaluable. Esto permite alternar entre mandriles de torno tradicionales, una fijación o incluso una pieza con perillas de sujeción integradas en la parte inferior cuando se necesita mayor flexibilidad para sujetar diferentes tipos de piezas.
Podemos diseñar mandriles UNILOCK en la placa base en un patrón que les permita sujetar diámetros específicos, independientemente de la fijación. A veces se requiere un patrón más ajustado, un patrón más grande, un mandril más pequeño o incluso uno más grande dependiendo de cuántos puedan encajar en un patrón circular. También diseñamos la base para que coincida con la nariz del husillo específica de cada máquina de acuerdo con la norma ASME B5.9.
El enfoque modular para la sujeción de piezas puede aplicarse de manera similar al pensar en las herramientas.
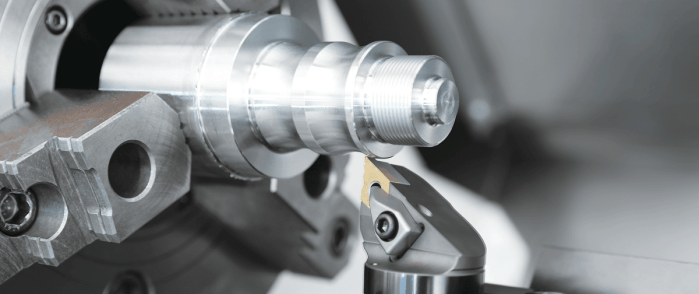
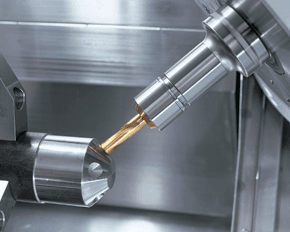
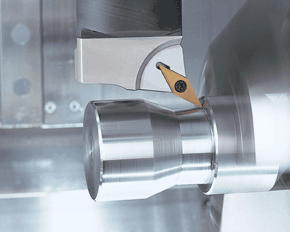
Enfoque de 45° vs. 90°
El portaherramientas de enfoque de 90° es más tradicional, como los que se veían en tornos hace 10 a 20 años para procesos de torneado de propósito general. Requerían mucho alcance. Cuando las máquinas mill-turn llegaron al mercado, se introdujeron portaherramientas de 45° que realmente llevaron estas máquinas a un nuevo nivel. Las herramientas pueden ser más cortas para ayudar con problemas de espacio, pero también pueden ser más productivas. En lugar de intentar girar el husillo, inclinar el eje B 45° ayuda a minimizar las fuerzas de corte transmitidas al husillo de la máquina. Esta reducción de fuerza aumenta la vida útil del husillo y del inserto.
Hay más de un beneficio en la herramienta modular
Está claro que la herramienta modular facilita obtener longitudes óptimas y el reemplazo económico de portaherramientas dañados por insertos rotos. Dicho esto, un vistazo a cómo se fabrican los portaherramientas revela otra gran ventaja.
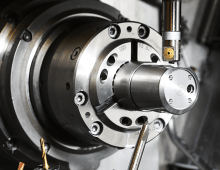
En el pasado, la mayoría de los centros de torneado requerían que un operador colocara o girara manualmente las herramientas en la torreta. Capto era una conexión para eso, con un cuarto o medio giro para retirar o asegurar el componente. Hoy, en lugar de cambiar el componente manualmente, un cambio automático de herramienta (ATC) agarra la herramienta y la coloca en el husillo repetidamente con fuerza y velocidad.
¿Qué tiene que ver todo esto con la herramienta modular? Construir en componentes más pequeños nos permite endurecer todos los cuerpos de los portaherramientas a 60 Rockwell. Las herramientas construidas en una sola pieza son más blandas, porque no se pueden taladrar, roscar ni hacer los alojamientos para el inserto. Se desgastan más rápido y no repiten tan bien con el tiempo. A largo plazo, la inversión en una base modular endurecida supera el costo de reemplazo y la interrupción.
Ya sea que estés adquiriendo una máquina nueva o buscando actualizar una existente, explora todas las herramientas de torneado tradicional y multi-eje de BIG DAISHOWA para conocer todas las formas en que potencian el equipo de capital.
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.






Añadir nuevo comentario