Keeping pace with modern manufacturing demands often means bridging the gap between design and production. Creative and resourceful applications of tooling and accessories, such as angle heads, can get complex parts out the door.
The limitations of using milling tools to prepare holes for finishing become apparent as hole depth and volume increase. Enter the relatively simple and affordable twin cutter, which can solve this and virtually any other holemaking problem.
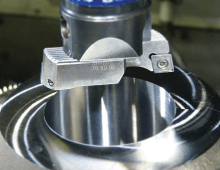
By using digital technology and optimized indexable inserts, Schmauser Müller Metalltechnik has increased process reliability and efficiency in fine boring, as well as increased the lifetime of its tools by a factor of three.
BIG KAISER Precision Tooling Inc. continues to expand its product line while staying true to its mission of bringing the highest quality, most precise, most reliable and most accurate tooling and accessories to market.
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
With the addition of the Fullcut Radius Mill and the Ball End Mill, the Fullcut Mill Contact Grip series now features four connection sizes and seven cutter types.
Aerospace is unique among industries in its thirst for component accuracy with ‘blemish-free’ precision. Unlike any other industry, anything that goes into the air has to be on spec, as the smallest imperfection in machining can adversely affect flight safety.
The contract manufacturer Schittl from Deutsch Kaltenbrunn specializes in the production of one-offs and small series projects. Based on a recommendation from the multi-brand dealer Metzler, they use chucks from BIG DAISHOWA. This is their story.
BIG DAISHOWA Inc. has expanded the Kaiser CKB Modular Tooling System capabilities to include the ultra rigid high-feed C-Cutter Mini chamfer mill line.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.