Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
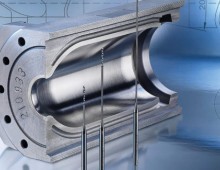
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
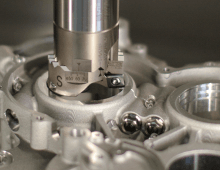
There’s more than one way to finish a hole. The most effective option will depend on the number of parts, acceptable cycle time and tolerance callouts.
With thousands of part numbers to choose from, product selection can be a bit overwhelming. Take a look at some overlooked products and services that can help guarantee higher performance for your shop.
C-CUTTER BOY is designed to simplify your chamfering operations on manual bench-drilling machines. Its carbide support pads and carbide inserts provide long tool life. Three cutting edges make it an economical option.
As cutting tool manufacturers increase the recommended operating conditions for their products, users achieve the desired result: shorter cycle times on existing machine tools.
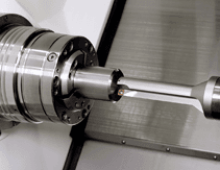
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
The limitations of using milling tools to prepare holes for finishing become apparent as hole depth and volume increase. Enter the relatively simple and affordable twin cutter, which can solve this and virtually any other holemaking problem.
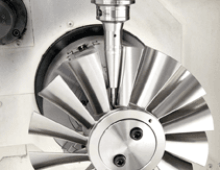
Keeping pace with modern manufacturing demands often means bridging the gap between design and production. Creative and resourceful applications of tooling and accessories, such as angle heads, can get complex parts out the door.