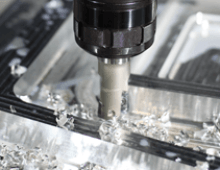
Five-axis roughing can be painstaking. Pairing the right holder with the right cutter can save serious time while cutting and when setting up -- and eliminate those pain points.
Machining at higher speeds can save time and money, however, increasing the speed also means increasing the inherent risk in the situation. To maximize speed potential, a holistic approach that considers tool, holder, machine and operator is essential.
While the latest machine tool technology may go a long way towards eliminating vibration and chatter, adding a new one may not be realistic. Luckily, there are less disruptive options that can make positive impacts on vibration without breaking the bank.
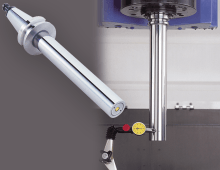
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.
A machine’s spindle is one of the key links in the machining chain. It makes regular inspection and spindle maintenance critical to getting the most out of your equipment and maintain process efficiency.
Discover how the right tool holder solved serious cutting challenges from reducing runout and streamlining operations to enabling efficiency and boosting part quality.
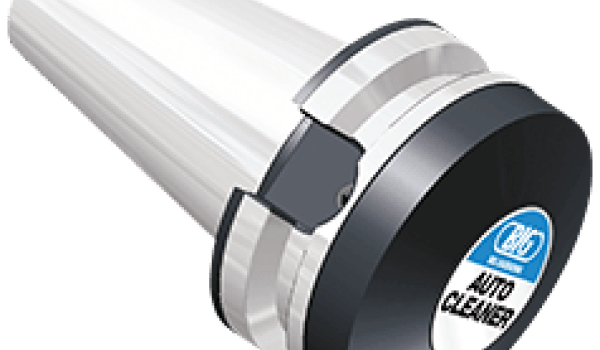
The ESM 168 round chuck can be used on the face of 4th and 5th-axis rotary tables, lathes, or mills where the center of rotation provides a through-hole to bury the workpiece.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.