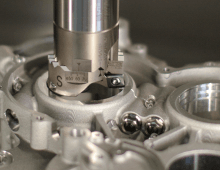
There’s more than one way to finish a hole. The most effective option will depend on the number of parts, acceptable cycle time and tolerance callouts.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
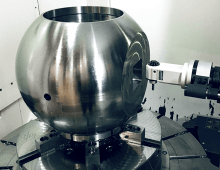
BIG DAISHOWA Angle heads allow you to flip the tool instead of the part, eliminating both unnecessary setup time and repositioning errors for a more cost-effective solution for workpieces.
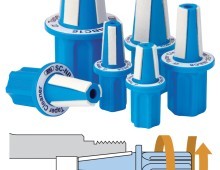
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
When that inevitable job arises that requires higher RPM output, operators are left with the choice of replacing the machine altogether to gain higher productivity, or looking into an attachment, like a spindle speeder, to close the RPM gap.
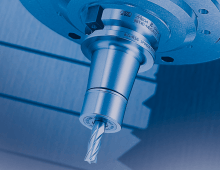
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.