Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
Whether you're performing rough boring operations or precision finishing work, there are a lot of considerations that go into the job. Starting with the right boring head is the first order of business, and there are several considerations to make an informed decision.
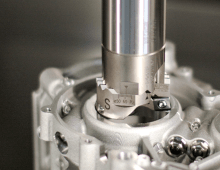
By using digital technology and optimized indexable inserts, Schmauser Müller Metalltechnik has increased process reliability and efficiency in fine boring, as well as increased the lifetime of its tools by a factor of three.
There are many advantages to turning (pun intended) to an underutilized operation that virtually every machining center is capable of: OD turning — otherwise known as “outer diameter turning”, “pin turning”, or “boss milling”.
ER nuts are basic nuts with surface treatment for friction reduction. They have slots on the outside diameter and use a spanner wrench for nut tightening.
The high-performance Nirox drill is available in diameters from 0.30 - 3.00 mm. It was developed for use at low cutting speeds and unstable environments.
Find answers to some of the most frequently asked questions about our products and services. We have organized the questions and answers into different categories to make it easy for you to find what you're looking for.
Micro pilot drill geometries with 1-2xD flute length, large point angle, and positive diametrical tolerance allow them to optimize the guidance of a succeeding drill.