As cutting tool manufacturers increase the recommended operating conditions for their products, users achieve the desired result: shorter cycle times on existing machine tools.
When that inevitable job arises that requires higher RPM output, operators are left with the choice of replacing the machine altogether to gain higher productivity, or looking into an attachment, like a spindle speeder, to close the RPM gap.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
BIG DAISHOWA is expanding its range of BIG Capto tool holders with the addition of a new size, C4, which is becoming increasingly popular as a quick-change system for turret tooling on lathes.
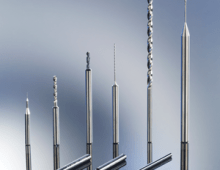
The medical industry pushes the limits of precision for machining and tools. The trend toward less-invasive surgery using smaller parts translates to a need to better control the precision and tolerances of micromachining processes.
In order to take full advantage of a machine tool's capabilities, you must have the tooling to unlock a machine’s full capability. Here is some advice for making the most of a new machine tool with the right tooling.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
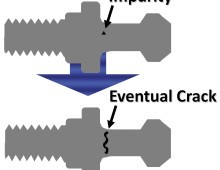
A lot of conflicting information has circulated about balancing tools over the years. Let's clear some things up and make life a little easier for you.