Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
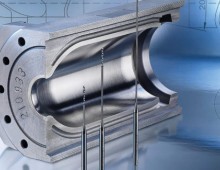
The precision and ruggedness of KAISER boring heads from BIG DAISHOWA deliver measurable performance advantages, significantly reducing finishing cost and cycle time.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
Aerospace is unique among industries in its thirst for component accuracy with ‘blemish-free’ precision. Unlike any other industry, anything that goes into the air has to be on spec, as the smallest imperfection in machining can adversely affect flight safety.
Successful shops always look for ways to differentiate and innovate for competitive advantage. Cashing in on the entirety of a tool’s life with an advanced tool management system is perhaps the most effective way to do that right now.
Chamfering the entry and exit of 0.80mm to 6.00mm holes can be a tedious, time-consuming process. The Noventa from SPHINX can transform this process using an innovative geometry that improves cycle time, tool life and surface quality.
With a little knowhow and the right tools, see how you can significantly reduce cycle time by rough boring instead of performing a helical interpolation with a mill.
Keeping pace with modern manufacturing demands often means bridging the gap between design and production. Creative and resourceful applications of tooling and accessories, such as angle heads, can get complex parts out the door.
The limitations of using milling tools to prepare holes for finishing become apparent as hole depth and volume increase. Enter the relatively simple and affordable twin cutter, which can solve this and virtually any other holemaking problem.
Shrink-fit and hydraulic holders are both useful in low clearance, tight work envelopes found in moldmaking and multi-axis machining applications. When deciding which one to use, their differences will guide your choice. Here are some of the fundamental contrasts to help you decide which holder type is best for your work.
The contract manufacturer Schittl from Deutsch Kaltenbrunn specializes in the production of one-offs and small series projects. Based on a recommendation from the multi-brand dealer Metzler, they use chucks from BIG DAISHOWA. This is their story.