Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
Shrink-fit and hydraulic holders are both useful in low clearance, tight work envelopes found in moldmaking and multi-axis machining applications. When deciding which one to use, their differences will guide your choice. Here are some of the fundamental contrasts to help you decide which holder type is best for your work.
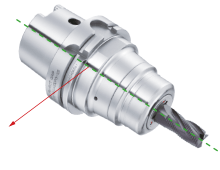
To achieve efficient tool life, proper finish and productivity in high-speed work, tool holders need to be as rigid, compact and short as possible to keep the whole assembly stable. Here's what you need to know when choosing a high-speed tool holder.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
ER nuts are basic nuts with surface treatment for friction reduction. They have slots on the outside diameter and use a spanner wrench for nut tightening.
The MGT3 series is designed for very small tap sizes. The MEGA Micro collet controls dynamic runout accuracy providing stable thread quality and extended tap life.