The High-Performance Quadro Plus Drill Reamer geometry was developed to optimize performance and tool life in aluminum, cast iron, and plastic applications.
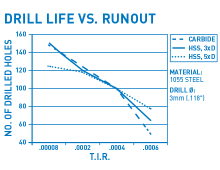
Shops are leaving more than 30 percent of potential cutting tool life on the table by using poor-quality tool holders. With carbide costs rising, few shops can afford the waste. Learn how better tool holding improves tool life and reduces costs.
After years of close observation and collaboration with manufacturing companies of all sizes, BIG DAISHOWA Seiki engineers have learned how the choice of tool holders affects production costs on the shop floor.
Micro Spirec drills are a cost-effective solution to a broad range of applications due to the relatively low price, standard diameters, and availability.
The Posicut drill is an excellent choice when a high-quality, low-cost solution is necessary. Reduces deflection and vibration while increasing tool life.
High-Performance Phoenix TC2 Drill is the newest high-performance drill geometry and is our first choice for high volume, production drilling applications.