Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
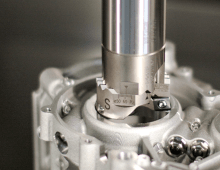
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
The SPERONI SPI is the newest of BIG DAISHOWA's Industry 4.0 upgrades to its offering of tool presetting solutions. SPI dramatically reduces the time and steps needed to transfer precise and accurate tool measurements to a machine tool.
Even though it has been around forever, does the vise have limitations for shops in a competitive marketplace? Do you need to reinvent the wheel to reduce some of its limitations? To evaluate the vise’s viability in today’s manufacturing operations, we need to uncover the most efficient way to apply it.
As a raw material, tungsten carbide is a limited natural resource and a widely popular tool material due to its hardness and heat resistance. We can both save money by reducing the consumption of carbide and help our environment by fully utilizing every tool before recycling the rest.
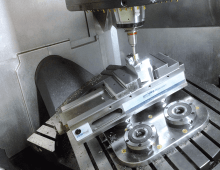
Five-axis roughing can be painstaking. Pairing the right holder with the right cutter can save serious time while cutting and when setting up -- and eliminate those pain points.
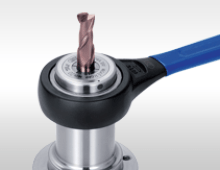
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.
From a safety standpoint, limiting surface contacts and close interactions are two of the most important steps that can be taken to help prevent the spread of illness. It got us thinking about how our tooling and systems can help maintain a safer environment.
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
Milling is a core operation in all kinds of manufacturing environments. Here are five different types of milling holders, each with their own strengths and weaknesses. We’re here to help you choose with a breakdown and tips for using each.
Chamfering the entry and exit of 0.80mm to 6.00mm holes can be a tedious, time-consuming process. The Noventa from SPHINX can transform this process using an innovative geometry that improves cycle time, tool life and surface quality.
Everyone wants to get the most out of their tool holders. While some may take a set it and forget it approach with holders, it’s not recommended, as they have a direct impact on both parts and machinery. Here are some tips to ensure your holders deliver.