



Hello I'm wondering what the process is to get big plus licensed for cat 40 spindle
Latest Posts
Biggest Misconceptions about Dual-Contact Tooling
Dual-contact tooling is nothing new. BIG-PLUS dual-contact holders, alone, have been adopted by more than 150 machine tool builders over the past 20 years and tens of thousands of holders are in operation today.
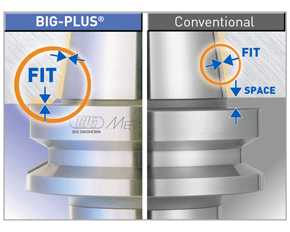
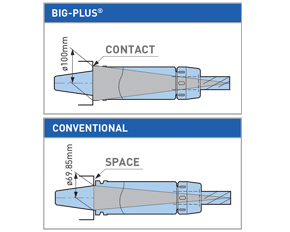
The principle of dual-contact holders is simultaneous contact of both the holder’s taper and flange with the machine spindle. If you look at them side by side, you’ll see a dual-contact holder has a smaller margin between the taper and the flange to facilitate that clean mating. This dramatically enhances rigidity and has proven to deliver many different benefits:
- Improved surface finish and dimensional accuracy
- Extended tool life
- Prevention of fretting corrosion caused by heavy cutting
- Improved ATC repeatability
- Elimination of Z-axial movement at high speeds
- Improved roundness of boring operations
All that said, not all dual-contact holders are the same and there are still some widely held misconceptions about them. Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. Understandably, these knock-offs can confuse and muddy the waters. Let’s tackle a few of the most common misconceptions we hear.

Dual contact is dual contact.
The master gages, manufacturing specification and tolerances for the critical relationship of taper to flange are necessary to make true dual-contact tools. Unlicensed toolmakers who claim dual contact do not know these or have access to these measurements or gages. There is no industry standard such as ISO, JIS, or ASME that will define the manufacturing data and tolerances of BIG-PLUS, or dual contact for that matter. This means unlicensed dual contact are only copies, a reverse engineered guess.
I can get the same thing for 40% cheaper.
There’s a good reason some dual-contact tooling is cheaper, because they aren’t the same as licensed tooling. If contact is made at the flange, unlicensed dual-contact tooling almost always leaves a space between the tool taper and the spindle. This results in poor runout accuracy, severe chatter and vibration. On the other hand, if there’s solid contact at the taper, there’s often space at the flange. This essentially eliminates all benefits of BIG-PLUS. The bottom line is that these disconnects can result in costly errors or damage, much more than the 40 percent saved on an unlicensed tool.
Unlicensed dual-contact holders won’t damage my spindle; and if it does, I have a warranty.
Beware of the fine print. Machine tools with BIG-PLUS spindles often require the use of licensed BIG-PLUS tooling to keep their warranties valid. This is because they understand the possible negative outcomes of the discrepancies in the holder designs and measurements. For example, dual-contact tooling that only does contacts at the flange and leaves a space between the taper can damage the spindle. BIG-PLUS spindles have been adopted by licensed machine or spindle builder around the world under strictly controlled dimensions using BIG's master gage and BIG's know-how.
I can only use BIG-PLUS tooling on my BIG-PLUS spindles.
You can definitely use non dual-contact holders and standard holders on the same machine during production without concern. If you take this approach, it’s best to perform regular cleaning to keep mating surfaces clean. As we’ve discussed, the bigger risk is unlicensed tooling that doesn’t mate properly with the spindle.
I don’t have any BIG-PLUS spindles.
A little different kind of misconception, but you would be surprised how many shops we visit that have machines with BIG-PLUS spindles and don’t realize it. Whether it’s an accelerated purchase process, changes in personnel or just time, it happens.
The easiest way to figure it out is to place a standard tool into the spindle and see how much of a gap there is between the tool holder flange face and spindle face. Without BIG-PLUS, the standard gap should be visible, or about .12 in. If it is BIG-PLUS, the gap is half of this amount, or only .06 in. These values change depending on 30 taper, 40 taper or 50 taper sizes, but the gap is visibly less than usual.
Don’t have to just take our word for it, though. We have the testing data to back up the clear differences between performance of licensed and unlicensed. See the results and detailed diagrams of how the BIG-PLUS spindle system works here.
Dual-Contact Tooling: True or False?
Question 1
True or False?
All dual-contact holders are the same.
Question 2
True or False?
There is no industry standard such as ISO, JIS, or ASME that will define the manufacturing data and tolerances of dual contact.
Question 3
True or False?
Space between the tool taper and the spindle can result in costly errors or damage, negating the 40% savings when purchasing an unlicensed tool.
Question 4
True or False?
BIG-PLUS spindles have been adopted by licensed machine or spindle builders around the world under strictly controlled dimensions using BIG DAISHOWA's master gage.
Question 5
True or False?
You can use non-dual-contact holders and standard holders on the same machine during production without concern.
Categories
Tags:
BIG-PLUS
Dual Contact
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.









James Albert
Wed, 06/12/2024 - 06:50