In this business, doing it right the first time is like money in the bank: less scrap, less wasted time, more on-time deliveries, the list goes on and on.
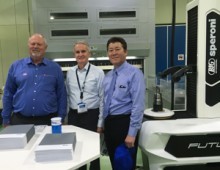
NTMA members visited BIG Daishowa Seiki in Japan during the association’s 2016 Tech Tour last month. The annual Tech Tour is a special opportunity for NTMA members to learn, network and tour manufacturing facilities outside the U.S.
We’ve seen and heard it all when it comes to boring holes. That said, there are always a few questions that pop up over and over. From optimizing modular boring assemblies to deciding between twin boring or high-feed milling, here’s some of our best boring advice.
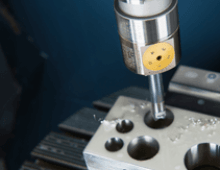
Jet engine manufacturers have found that even the most infinitesimal imperfection can produce catastrophic results; absolute precision is the name of the game in the aerospace industry.
A group of Rolling Meadows high school students enjoyed a front-row seat at the Indianapolis Motor Speedway during practice for the upcoming 101st Indianapolis 500.
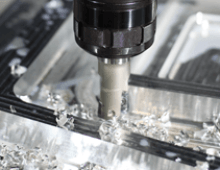
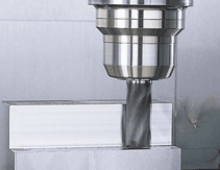
Machining at higher speeds can save time and money, however, increasing the speed also means increasing the inherent risk in the situation. To maximize speed potential, a holistic approach that considers tool, holder, machine and operator is essential.
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
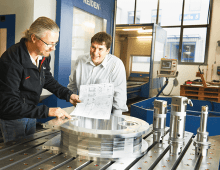
We hear all the time how so many of our customers rely on the Unilock 138 series round workholding chuck for its mid-size diameter and adaptability to custom fixture designs.
What’s a good sign that a company is doing well and that they are constantly seeking better ways to serve their customers? The need to construct new facilities, of course.
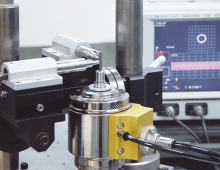
Exciting improvements in automation are already on their way—higher productivity, increased safety, greater throughput and less scrap. Tool digitalization provides opportunities for production improvements, like our EWE digital fine boring tool. It displays the actual diameter of a tool, makes adjustments much simpler and faster, and reduces human error.
When one variable can make an impact on the result, as in metalworking, it’s a good idea to eliminate as many as possible. Each BIG DAISHOWA part is built to fit precisely and work specifically within each finished product.
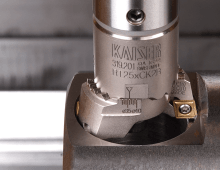
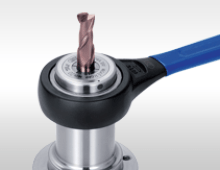
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.
Pullout is a major issue facing manufacturers using milling chucks, especially when machining heat-resistant super alloys (HRSA) like titanium or inconel