Learn how to evaluate precision tooling quality with expert tips on AT tolerance, tool components, and manufacturing processes to improve accuracy, performance and cost efficiency in machining.
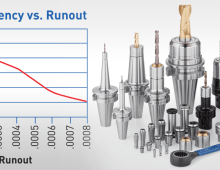
Understanding and controlling runout is crucial for any machine shop looking to maintain competitive advantages in today's precision-driven manufacturing environment.
With thousands of part numbers to choose from, product selection can be a bit overwhelming. Take a look at some overlooked products and services that can help guarantee higher performance for your shop.
When that inevitable job arises that requires higher RPM output, operators are left with the choice of replacing the machine altogether to gain higher productivity, or looking into an attachment, like a spindle speeder, to close the RPM gap.
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.