The High-Performance Quadro Plus Drill Reamer geometry was developed to optimize performance and tool life in aluminum, cast iron, and plastic applications.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
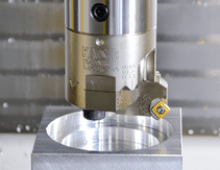
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
BIG DAISHOWA has released two smaller sizes of the EWN Smart Damper precision boring heads, which eliminate vibration in deep-hole finish boring with a patented damping system.
Discover how the right tool holder solved serious cutting challenges from reducing runout and streamlining operations to enabling efficiency and boosting part quality.
Whether you're performing rough boring operations or precision finishing work, there are a lot of considerations that go into the job. Starting with the right boring head is the first order of business, and there are several considerations to make an informed decision.
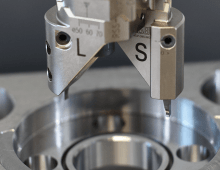
Enhance your machining skills by understanding when to use balanced cutting for precise straight holes and stepped cutting for efficient heavy cuts—ensuring smarter tool choices and project success.
We often emphasize superior tooling, improved tool performance, and our exceptionally high standards. Find out what people are saying about BIG DAISHOWA!