BIG DAISHOWA’s Mega ER Grip was designed to outperform all standard ER systems in the four most critical areas of tool holder performance: clamping force, concentricity, rigidity and balance at high spindle speeds.
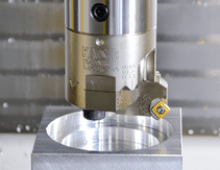
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
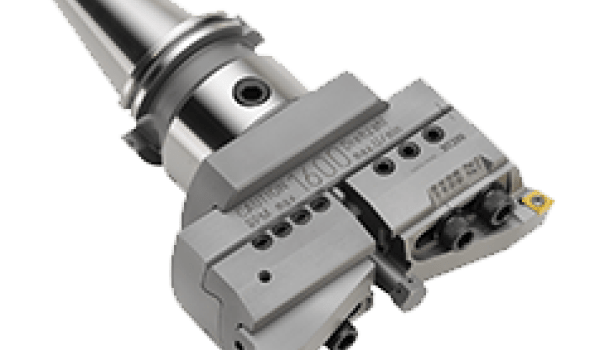
There are many advantages to turning (pun intended) to an underutilized operation that virtually every machining center is capable of: OD turning — otherwise known as “outer diameter turning”, “pin turning”, or “boss milling”.
CNC machine tool efficiency is all about managing the components that must come together in proper alignment: the machine spindle, toolholder assembly and workspace.
When that inevitable job arises that requires higher RPM output, operators are left with the choice of replacing the machine altogether to gain higher productivity, or looking into an attachment, like a spindle speeder, to close the RPM gap.
Machining vibration disrupts efficiency, reduces tool life and damages part finishes. Solving it isn’t easy as causes are varied and interconnected. Discover strategies to tackle vibration for better results.
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.