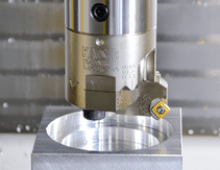
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
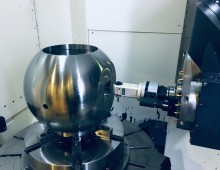
The first challenge to machinability – beyond simply working in titanium – for Colorado-based Cogitic Corporation was securing the cylinder in the universal machining center. It was also important to maintain access to the through-hole, which has an internal square key slot perpendicular to the stem hole.
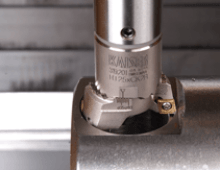
The precision and ruggedness of KAISER modular boring tools deliver measurable performance advantages by reducing costs and cycle times, all while allowing the flexibility and versatility to upgrade boring tools to meet today’s demanding requirements.
Even the most well-planned boring process may not achieve the desired result. We’ve provided solutions to common rough boring problems to help get you back on the road to productivity.
NASCAR teams are very meticulous in what they do – always on the lookout for ways to be more productive in their machining processes to improve their cars.
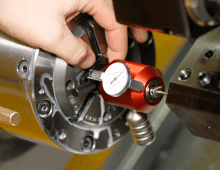
Insufficient retention force of the spindle clamping mechanism could lead to reduced rigidity and vibrations, loss of machining quality, poor surface finish and shortened tool life. To help solve this problem, we have developed Dyna Force, a device for measuring the retention force of machine tool spindles.
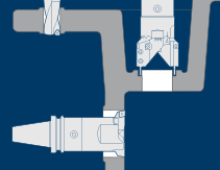
The Tool Pro is a unique tool holding fixture developed by BIG DAISHOWA for the assembly and disassembly of your tooling systems. The adapter of the Tool Pro can rotate 360º and lock in 45º increments.
Exciting improvements in automation are already on their way—higher productivity, increased safety, greater throughput and less scrap. Tool digitalization provides opportunities for production improvements, like our EWE digital fine boring tool. It displays the actual diameter of a tool, makes adjustments much simpler and faster, and reduces human error.
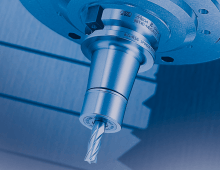
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.
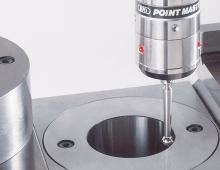
Accurate offsets and workpiece reference points are critical to effective setups and first-part accuracy. Taking a manual approach or attempting to verify these in the machine without the right measuring devices can be a delicate and time-consuming process.