Considering we deal in some of the smallest parts and pieces in the machining world, we fully understand that your results will be only as strong as your weakest link.
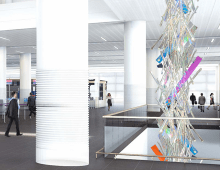
Ansonia Manufacturing, the only machine shop in the town of Sonoma, California, discovered the EWN2-32ExER32 boring head and used it to complete a tricky hardware component job for a “live” glass art sculpture.
As cutting tool manufacturers increase the recommended operating conditions for their products, users achieve the desired result: shorter cycle times on existing machine tools.
When one variable can make an impact on the result, as in metalworking, it’s a good idea to eliminate as many as possible. Each BIG DAISHOWA part is built to fit precisely and work specifically within each finished product.
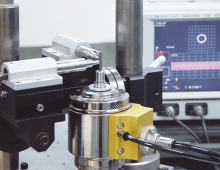
A machine’s spindle is one of the key links in the machining chain. It makes regular inspection and spindle maintenance critical to getting the most out of your equipment and maintain process efficiency.
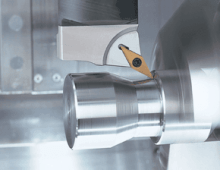
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
The further the tool does its work from the spindle, the more room for error. Deep pockets and cavities usually signify that a part is nearing completion, making the smallest of errors almost impossible to recover from and very costly.
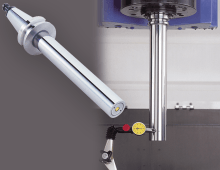
After years of close observation and collaboration with manufacturing companies of all sizes, BIG DAISHOWA Seiki engineers have learned how the choice of tool holders affects production costs on the shop floor.