With state-of-the-art toolholding technology, Jorge Rucoba’s machine shop doubled its process indicators and gained competitiveness in the Mexican mold market.
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
Have you had a chance to read our recent article that appears in the Fabricating & Metalworking Magazine? Alan Miller, informs readers about different ways to absorb synchronization error.
Considering we deal in some of the smallest parts and pieces in the machining world, we fully understand that your results will be only as strong as your weakest link.
Anyone who’s made holes understands the difficulties that can arise: vibration, wander and even breakage. When it comes to production-level volume, these issues become even more limiting. Many turn to helical interpolation with a mill as a reliable way to rough out holes. We’re here to tell you there’s a faster, easier option.
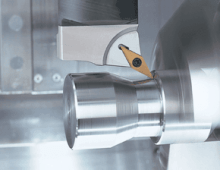
There are many advantages to turning (pun intended) to an underutilized operation that virtually every machining center is capable of: OD turning — otherwise known as “outer diameter turning”, “pin turning”, or “boss milling”.
Machining vibration disrupts efficiency, reduces tool life and damages part finishes. Solving it isn’t easy as causes are varied and interconnected. Discover strategies to tackle vibration for better results.
Good measurements make setups faster, reduce recuts and identify potential spindle or holder issues before they become bigger problems. Let’s look at a few of the key areas to measure and the handy solutions available.
The full radial contact and extreme gripping force of Hi-Power Milling Chucks delivers the stability needed to increase spindle speeds by 20 percent in one application at Team Penske.