With a little knowhow and the right tools, see how you can significantly reduce cycle time by rough boring instead of performing a helical interpolation with a mill.
The medical industry pushes the limits of precision for machining and tools. The trend toward less-invasive surgery using smaller parts translates to a need to better control the precision and tolerances of micromachining processes.
Chattering and deflection have always been the bane of machinists’ existence, so much so that the sight of a long and slender tool holder will immediately cause goosebumps. If you understand why a long tool holder behaves the way it does, you’ll know that there are ways to fight back against this bending.
As part of an ongoing effort to make processes and products more environmentally friendly, BIG DAISHOWA is making modifications to production materials and packaging.
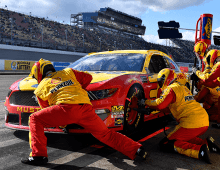
The full radial contact and extreme gripping force of Hi-Power Milling Chucks delivers the stability needed to increase spindle speeds by 20 percent in one application at Team Penske.
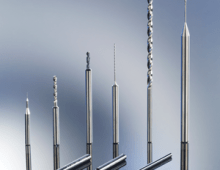
The high-performance Nirox drill is available in diameters from 0.30 - 3.00 mm. It was developed for use at low cutting speeds and unstable environments.
We’ve seen and heard it all when it comes to boring holes. That said, there are always a few questions that pop up over and over. From optimizing modular boring assemblies to deciding between twin boring or high-feed milling, here’s some of our best boring advice.
Boring tool performance depends greatly on the Length-to-Diameter (L:D) Ratio of the application. While this is a straightforward calculation, the Length and Diameter values to be used may not be that clear.
If there’s anything we love as much as the sound of those engines, it’s the manufacturing technology and know-how that go into making high-performance, race-winning cars. Together with Team Penske, and just in time for the 2020 season start at Daytona, we are launching a series of short videos to talk machine shop.