Pullout is a major issue facing manufacturers using milling chucks, especially when machining heat-resistant super alloys (HRSA) like titanium or inconel
Runout is one of the sneakier issues machinists and tool managers must deal with. It’s almost impossible to recognize in-process and difficult to diagnose after the fact. We identify potential sources.
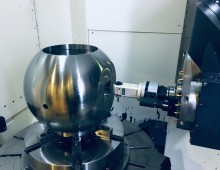
The first challenge to machinability – beyond simply working in titanium – for Colorado-based Cogitic Corporation was securing the cylinder in the universal machining center. It was also important to maintain access to the through-hole, which has an internal square key slot perpendicular to the stem hole.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
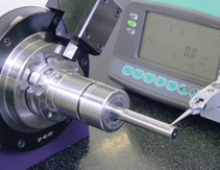
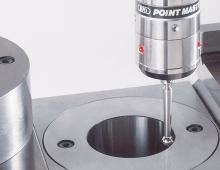
Accurate offsets and workpiece reference points are critical to effective setups and first-part accuracy. Taking a manual approach or attempting to verify these in the machine without the right measuring devices can be a delicate and time-consuming process.
Five-axis roughing can be painstaking. Pairing the right holder with the right cutter can save serious time while cutting and when setting up -- and eliminate those pain points.
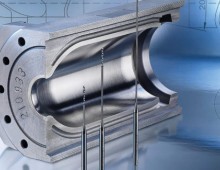
ID boring is a common and time-consuming operation on CNC lathes. Common issues have led to the development of world-class boring tools—traditionally used on milling machines—that have proven to be just as effective on a CNC lathe.
Keeping pace with modern manufacturing demands often means bridging the gap between design and production. Creative and resourceful applications of tooling and accessories, such as angle heads, can get complex parts out the door.