When it comes to boring, there are several factors that can lead to poor performance. Whether it’s long cycle times, short tool life or poor bore quality, any or all these factors may need to be addressed in order to increase productivity. Although different, these issues are often closely linked in a given application.
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
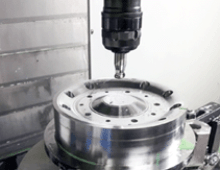
There’s more than one way to finish a hole. The most effective option will depend on the number of parts, acceptable cycle time and tolerance callouts.
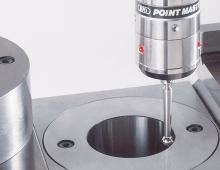
SPI is a post-process communication with the machine tool control. Measure your tool, print a label and scan the data directly to your machine tool control.
With state-of-the-art toolholding technology, Jorge Rucoba’s machine shop doubled its process indicators and gained competitiveness in the Mexican mold market.
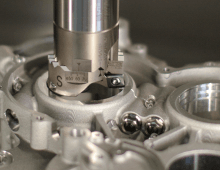
Accurate offsets and workpiece reference points are critical to effective setups and first-part accuracy. Taking a manual approach or attempting to verify these in the machine without the right measuring devices can be a delicate and time-consuming process.
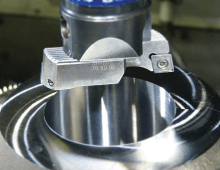
The limitations of using milling tools to prepare holes for finishing become apparent as hole depth and volume increase. Enter the relatively simple and affordable twin cutter, which can solve this and virtually any other holemaking problem.