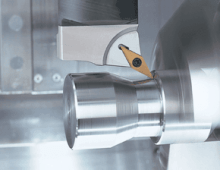
There are many advantages to turning (pun intended) to an underutilized operation that virtually every machining center is capable of: OD turning — otherwise known as “outer diameter turning”, “pin turning”, or “boss milling”.
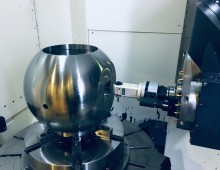
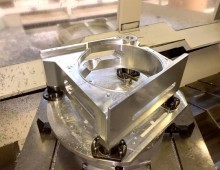
The first challenge to machinability – beyond simply working in titanium – for Colorado-based Cogitic Corporation was securing the cylinder in the universal machining center. It was also important to maintain access to the through-hole, which has an internal square key slot perpendicular to the stem hole.
In an effort to capitalize on the success of Steven Covey’s bestseller, The 7 Habits of Highly Effective People, we thought we could do Mr. Covey one better with the 8 Habits of Highly Effective Boring.
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.
When it comes to securely and accurately situating material on a machine table, there’s often more than one way to get the job done. With that in mind, consider these fundamental factors before purchasing new workholding.
As part of a continued effort to fully serve users throughout the long lifetimes of their BIG Kaiser products, we’ve made it faster, easier and more cost effective to have some popular products repaired and properly maintained.
In this business, doing it right the first time is like money in the bank: less scrap, less wasted time, more on-time deliveries, the list goes on and on.
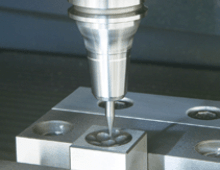
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.