We’ve seen and heard it all when it comes to boring holes. That said, there are always a few questions that pop up over and over. From optimizing modular boring assemblies to deciding between twin boring or high-feed milling, here’s some of our best boring advice.
Because the BIG-PLUS spindle system gets so much of our customers’ attention and interest, people often forget that BIG DAISHOWA offers an extensive line-up of other popular dual contact solutions, most notably HSK & BIG CAPTO.
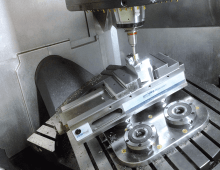
CNC machine tool efficiency is all about managing the components that must come together in proper alignment: the machine spindle, toolholder assembly and workspace.
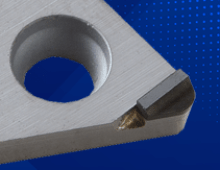
While we specialize in holders, we do offer some specialized cutters with these materials and often get questions about PCD and CBN inserts. Here we tackle some of the most frequently asked questions.
Even though it has been around forever, does the vise have limitations for shops in a competitive marketplace? Do you need to reinvent the wheel to reduce some of its limitations? To evaluate the vise’s viability in today’s manufacturing operations, we need to uncover the most efficient way to apply it.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.