BIG DAISHOWA's HSK-A125 tooling system, for machines such as Makino's T2 and T4 models, is the ideal solution for the aerospace industry – capable of tackling large-scale titanium and other workpieces on massive tables.
BIG DAISHOWA announces the introduction of the world’s smallest hydraulic chuck for HSK-E25 machine spindles, thus completing its extensive range of Slim Hydraulic Chucks.
In-machine laser technology is touted by machine tool builders and distributors as the way of the future and an indispensable tool for machinists. Do you really need an offline presetter if you have in-machine lasers?
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
Shrink-fit and hydraulic holders are both useful in low clearance, tight work envelopes found in moldmaking and multi-axis machining applications. When deciding which one to use, their differences will guide your choice. Here are some of the fundamental contrasts to help you decide which holder type is best for your work.
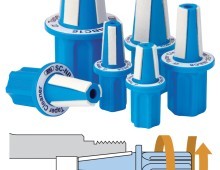
If you purchase cheap dual contact tooling after being told by a supplier that it will work just as good as the original you risk unsatisfactory performance.
When that inevitable job arises that requires higher RPM output, operators are left with the choice of replacing the machine altogether to gain higher productivity, or looking into an attachment, like a spindle speeder, to close the RPM gap.
Tool holders play a critical role in connecting elements maximizing machining performance, however, several different styles are available and the most suitable one will depend on the operation.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
In order to take full advantage of a machine tool's capabilities, you must have the tooling to unlock a machine’s full capability. Here is some advice for making the most of a new machine tool with the right tooling.