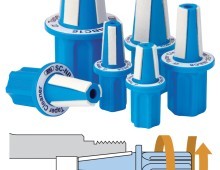
BIG DAISHOWA’s Mega ER Grip was designed to outperform all standard ER systems in the four most critical areas of tool holder performance: clamping force, concentricity, rigidity and balance at high spindle speeds.
BIG DAISHOWA has introduced MEGA ER Grip, a new premium ER collet chuck system featuring the best runout accuracy in the industry: .00012" (3 microns) at 5xD.
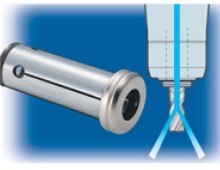
BIG DAISHOWA introduces the Perfect Jet Collet, designed to optimize coolant supply in high-speed operations, resulting in better coolant delivery and the option to seal the collet for coolant-through tools.
Manufacturing miniature parts and features is not new. In the past, EDM and laser technologies were used to create these features. Although these technologies worked for low volume jobs, they are not practical for the high volume micro applications that are in demand today.
BIG DAISHOWA introduces the newest addition to its SPHINX micro drill line. The new drill, made of fine-grained solid carbide, delivers exceptional tool life and consistent process reliability.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
There are three particularly sensitive areas of the tool holder assembly that can experience process-affecting wear and tear and cause a cycle to change.
This new micro deep-hole drill from BIG DAISHOWA’s Sphinx line provides a time-saving option for creating wire EDM starter holes, averaging 5X faster per hole according to testing.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
BIG DAISHOWA introduces the Mega Perfect Grip, a simple to handle, heavy-duty milling chuck for heat resistant super alloys (HRSA) that eliminates end mill pullout under heavy torque loads.
When that inevitable job arises that requires higher RPM output, operators are left with the choice of replacing the machine altogether to gain higher productivity, or looking into an attachment, like a spindle speeder, to close the RPM gap.