Have you had a chance to read our recent article that appears in the Fabricating & Metalworking Magazine? Alan Miller, informs readers about different ways to absorb synchronization error.
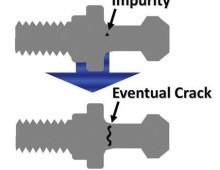
Cheater bars are appropriately named, especially when it comes to tightening tool holders. We see the common pipes that are often added to the end of wrenches to achieve more torque in customers’ shops all the time. And while these makeshift wrenches may make tightening or loosening holders easier, the damage they can cause is often overlooked.
For many shops setup may be the silent time killer. Shaving just 15 minutes off each setup can add up to tens of thousands of dollars in savings. But where to start?
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.
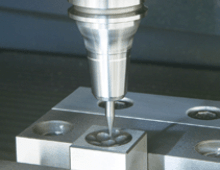
Runout is one of the sneakier issues machinists and tool managers must deal with. It’s almost impossible to recognize in-process and difficult to diagnose after the fact. We identify potential sources.
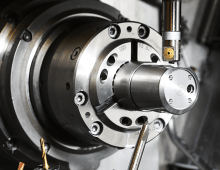
We’ve built our name on tool holders, boring tools, cutting tools and specialized solutions for the everyday and most demanding machining operations. You may be surprised to learn we have deep expertise in lathe tooling as well. We have to. Lathes are critical to the development and production of our tools.
Pullout is a major issue facing manufacturers using milling chucks, especially when machining heat-resistant super alloys (HRSA) like titanium or inconel