Aerospace is unique among industries in its thirst for component accuracy with ‘blemish-free’ precision. Unlike any other industry, anything that goes into the air has to be on spec, as the smallest imperfection in machining can adversely affect flight safety.
In order to take full advantage of a machine tool's capabilities, you must have the tooling to unlock a machine’s full capability. Here is some advice for making the most of a new machine tool with the right tooling.
As cutting tool manufacturers increase the recommended operating conditions for their products, users achieve the desired result: shorter cycle times on existing machine tools.
Many machine shops lack objective criteria for making toolholder purchasing decisions & most are made by price alone. However they can improve runout significantly by using the right toolholders.
In-machine laser technology is touted by machine tool builders and distributors as the way of the future and an indispensable tool for machinists. Do you really need an offline presetter if you have in-machine lasers?
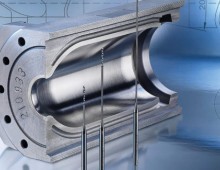
Deep hole boring comes with challenges created by the inevitable deflection that occurs when trying to finish a hole of a substantial depth. Various factors determine the best approach to solving the issue, and it’s important to consider all factors before choosing a solution for your boring needs.
Even though it has been around forever, does the vise have limitations for shops in a competitive marketplace? Do you need to reinvent the wheel to reduce some of its limitations? To evaluate the vise’s viability in today’s manufacturing operations, we need to uncover the most efficient way to apply it.
Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.