Exciting improvements in automation are already on their way—higher productivity, increased safety, greater throughput and less scrap. Tool digitalization provides opportunities for production improvements, like our EWE digital fine boring tool. It displays the actual diameter of a tool, makes adjustments much simpler and faster, and reduces human error.
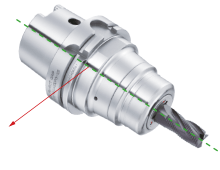
To achieve efficient tool life, proper finish and productivity in high-speed work, tool holders need to be as rigid, compact and short as possible to keep the whole assembly stable. Here's what you need to know when choosing a high-speed tool holder.
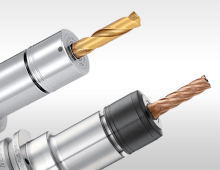
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.
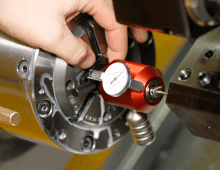
Accurate offsets and workpiece reference points are critical to effective setups and first-part accuracy. Taking a manual approach or attempting to verify these in the machine without the right measuring devices can be a delicate and time-consuming process.
Everyone wants to get the most out of their tool holders. While some may take a set it and forget it approach with holders, it’s not recommended, as they have a direct impact on both parts and machinery. Here are some tips to ensure your holders deliver.
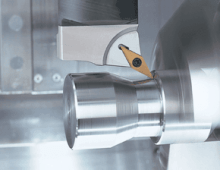
Whether you're performing rough boring operations or precision finishing work, there are a lot of considerations that go into the job. Starting with the right boring head is the first order of business, and there are several considerations to make an informed decision.
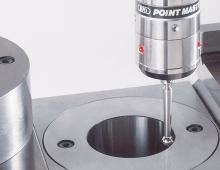
The further the tool does its work from the spindle, the more room for error. Deep pockets and cavities usually signify that a part is nearing completion, making the smallest of errors almost impossible to recover from and very costly.
Charlie Mitchell, machinist for Andretti Autosport, spent up to eight hours setting up his five-axis machine with 10 tools to run 30 to 40 different processes on a part. Using UNILOCK pallets, set-ups times are 70 to 80 percent shorter.
The first challenge to machinability – beyond simply working in titanium – for Colorado-based Cogitic Corporation was securing the cylinder in the universal machining center. It was also important to maintain access to the through-hole, which has an internal square key slot perpendicular to the stem hole.