Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
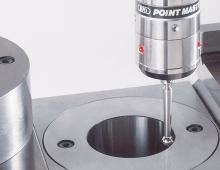
Accurate offsets and workpiece reference points are critical to effective setups and first-part accuracy. Taking a manual approach or attempting to verify these in the machine without the right measuring devices can be a delicate and time-consuming process.
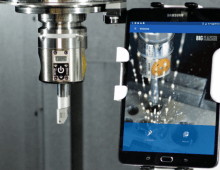
If pictures speak 1,000 words, videos must speak about 10,000. Check out the quick clip below showing our Speroni MAGIC CNC tool presetting system in action.
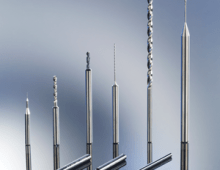
The BIG DAISHOWA SPHINX drill series includes more than 2,000 different drills under 3 mm in diameter as standard. With a range of 0.05 to 3 mm diameters.
Usually recognized as a supplier to the metalworking industry, BIG KAISER is of course also a manufacturing company, facing similar challenges and opportunities as the customers we serve.
MEGA NEW BABY CHUCK tool holders are precision ground and balanced for high-speed machining. All components are specifically designed for high-speed applications.
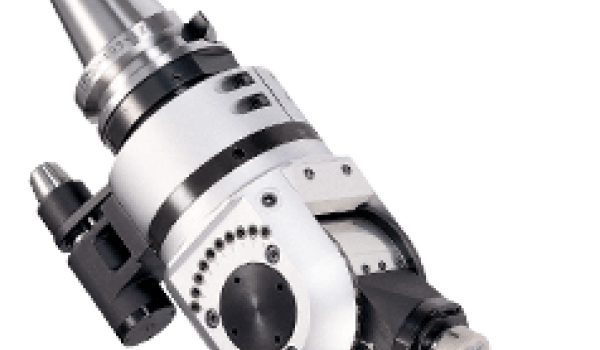
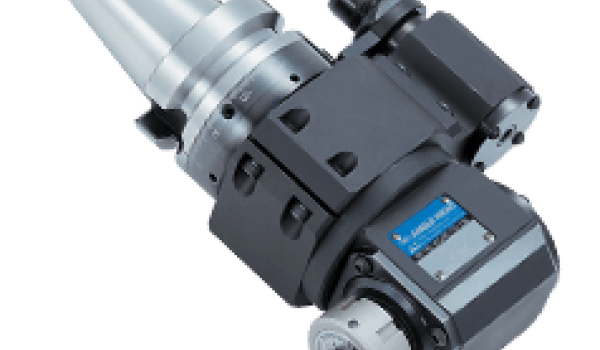
Compact type Angle Heads for drilling and tapping are approximately 25% lighter when compared with standard units. The case and head are substantially reduced.
This new HYDRAULIC CHUCK Ultra Precision Type has all features of the HYDRAULIC CHUCK Standard Type, but with an amazing runout accuracy of 1 micron at 4xD.