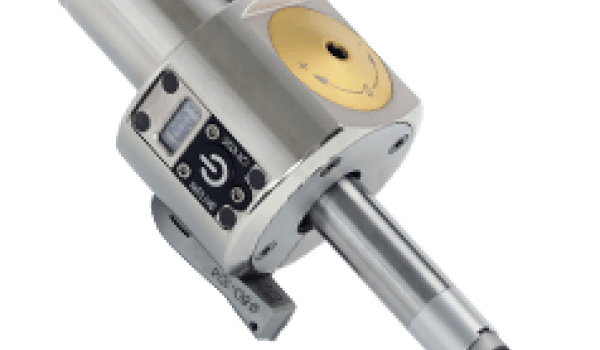
Dialing in a finishing job can be meticulous, with several measurements, adjustments and discussions taking place. That not only costs time, but those tool touches and interactions introduce some risk inside a shop. Our next boring innovation will help eliminate many of those repeated interactions and extra adjustments.
Learn how high-quality boring tools and digital technology improve accuracy, reduce downtime and increase ROI, helping shops overcome common challenges and achieve more consistent machining results.
Shops are leaving more than 30 percent of potential cutting tool life on the table by using poor-quality tool holders. With carbide costs rising, few shops can afford the waste. Learn how better tool holding improves tool life and reduces costs.
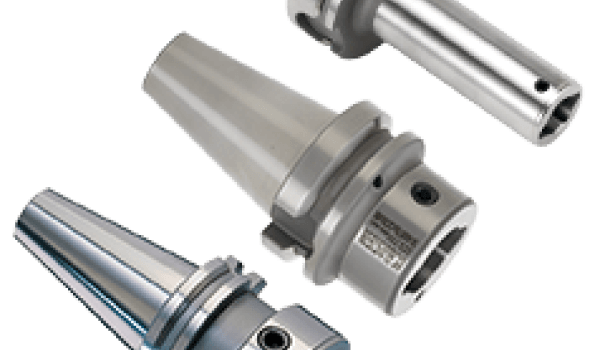
CNC Tool holders are the interface between the machine spindle and the cutting tool. BIG DAISHOWA offers a wide variety of shanks common to the market.
Just as your car’s health depends on regular oil changes and tune-ups, your shop tools and equipment require preventive maintenance to stay in good working order and to maximize life cycle.
The NEW BABY CHUCK collet uses knowledge cultivated through years of experience to produce the world's highest precision and multi-purpose collet chuck system.
BIG KAISER's tool shank program contains more than 150 different types of shanks, allowing you to pick the perfect shank for your machine tool spindles.