Have you had a chance to read our recent article that appears in the Fabricating & Metalworking Magazine? Alan Miller, informs readers about different ways to absorb synchronization error.
BIG DAISHOWA has introduced MEGA ER Grip, a new premium ER collet chuck system featuring the best runout accuracy in the industry: .00012" (3 microns) at 5xD.
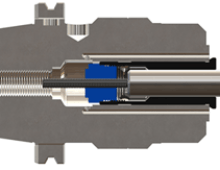
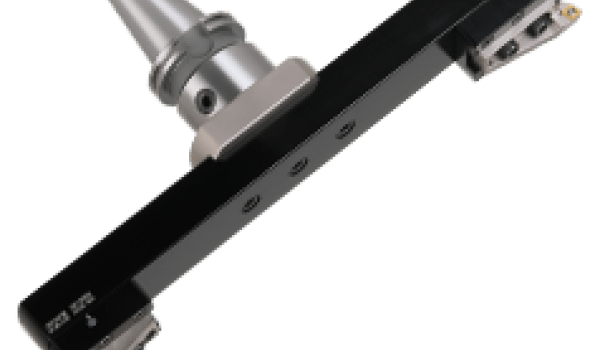
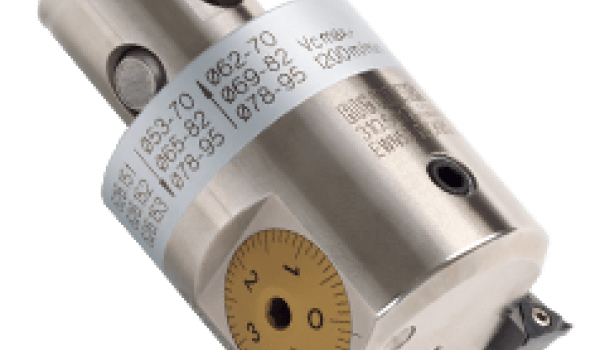
The lightweight Series 318 Large Diameter Boring System is designed for heavy roughing of bores for diameters up to 24.4"—and a special adapter can extend the system even further.
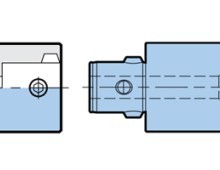
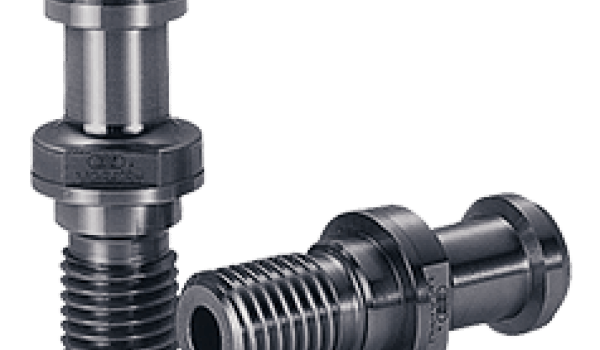
Secure your machinery with the reliability and strength of BIG DAISHOWA pull stud bolts, engineered to thrive in the most demanding operational environments.